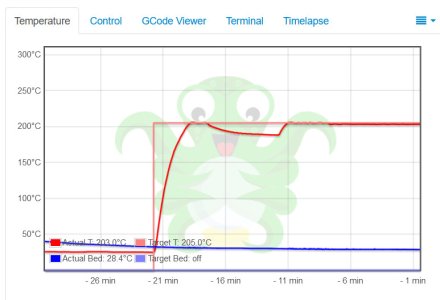
I printed a small part and noticed this blip. I also realized I'd forgotten to change the diameter of mounting holes from 64mm to 60mm so I had to print it again. And there was the same blip. It's a 50 minute print. Blip happened at about the same time. There's nothing in the G-Code that touches the extruder temperature.
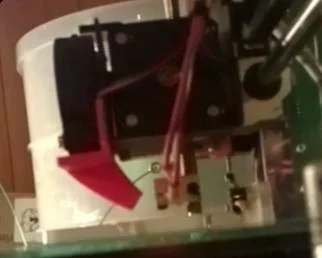
I think I'll just replace the heater but it's strange.
I think I'll just replace the heater but it's strange.