Perhaps formulae could be employed to calculate the feed force?
Here is an article that delves into the subject of lathe power required. They do calculate the feed force as well.
Thanks @RobinHood! Looks like I have some reading to do tomorrow.....
Perhaps formulae could be employed to calculate the feed force?
Here is an article that delves into the subject of lathe power required. They do calculate the feed force as well.
I have read - and I have no experience here - that typical socket type torque wrenches are inaccurate at rotation rates above a very low minimum. Something very well emphasized by the guys that make wireless torque devices for higher RPM applications.
Rocketronics ELS 4 Pro is your answer. I don't recall if John's does those funstions as well. Well worth the time to read through both manuals.Our new lathe is similar design... I'd be interested in our proposed methodology for measuring the torque requirements and participating. I'm going to convince my brother to upgrade this lathe to a smart lathe... not an ELS because I definitely want radius and taper turning in addition to threading.
Rocktronics does seem to be the ticket, especially since someone (janger I think) told me I don't need a pendent to use the lathe in manual mode.Rocketronics ELS 4 Pro is your answer. I don't recall if John's does those funstions as well. Well worth the time to read through both manuals.
that was me. I bought their expansion board instead of the pendant. It will get an MPG and maybe a joy stick instead of buttons for x/z moves. I have though touched the pendant a friend bought, very well made.Rocktronics does seem to be the ticket, especially since someone (janger I think) told me I don't need a pendent to use the lathe in manual mode.
I can always think of another electronics project...
sorry my memory is not the greatest. I appreciated that input very much.that was me. I bought their expansion board instead of the pendant. It will get an MPG and maybe a joy stick instead of buttons for x/z moves. I have though touched the pendant a friend bought, very well made.
This manual is worth looking over, all buttons are available on the expansion board. https://www.rocketronics.de/shop/en/handwheel-pcb.html I'm usre that with the addition of some smarts it can be made even more useful, e.g. sensing that you are using a X mpg, then enabling the x axis button etc.
Ok, super-kluge test.I have read - and I have no experience here - that typical socket type torque wrenches are inaccurate at rotation rates above a very low minimum. Something very well emphasized by the guys that make wireless torque devices for higher RPM applications.
I'm not partisan here, I'll check both methods against one another...
To be clear, the torque needs to be checked doing a cut at some traversing speed, say .007 per rev at 300 RPM or something, which might translate to .210 ips leade or 1.6 RPS - just under 100 RPM on an 8TPI lead screw.
fixed it. I had the wrong settings in YouTubeThis video is private?
Ok, super-kluge test.
My 3/8" click torque wrench goes down to 20 in-lbs. Video attached of it in my vice, one finger click.
1.040" diameter chuck of 303 stainless round bar.
Cheap carbide bit
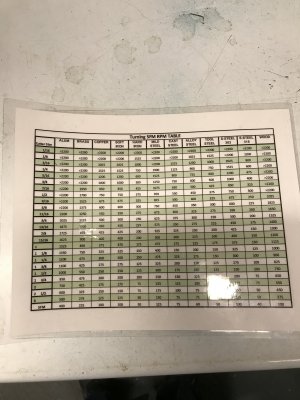
My handy-dandy RPM chart says 375 RPM for 1" 303 stainless at 100 SFM is a reasonable cut using my lathe.
400 RPM
0.050" depth of cut
Torque wrench attached to lead screw using a genuine Craftsman 1975 1/2" x 1/2" drive check (use with an impact gun to sub for a hammer drill). No gears, driving direct at 7TPI.
No click. Couldn't get any cut that would trip the torque wrench at 20 in-lbs of torque. My guess with uncalibrated finger is leadscrew torque is significantly less then 10 in-lbs.
What I learned is the 1600 oz-in / 100 in-lb NEMA34 stepper is probably overkill, and I’ll use it for something else. The NEMA 23 stepper at 425 oz-in should work just fine. NEMA 23 only weighs 3 lbs so shouldn’t put much stress on the change gear banjo.Kudos to you @whydontu for being the first to try "something". Now we all have something to shoot at and build on.
FWIW, I was not expecting a big number at all. So, what did we learn here?
Another number to play with is the shear pin. Mine is a 4mm double acting brass pin at a shear diameter of 0.875. I'll have to calculate that failure torque later cuz I don't have the shear strength of brass handy.
I think if you go back in the thread you'll see I said 100 in oz which is about 6 in lbs. Problem with a clicker is you need to set and test. Digital is best with peak reading or old school beam type with a tracer needle on it (simple enough to fix up).Ok, super-kluge test.
My 3/8" click torque wrench goes down to 20 in-lbs. Video attached of it in my vice, one finger click.
1.040" diameter chuck of 303 stainless round bar.
Cheap carbide bit
My handy-dandy RPM chart says 375 RPM for 1" 303 stainless at 100 SFM is a reasonable cut using my lathe.
400 RPM
0.050" depth of cut
Torque wrench attached to lead screw using a genuine Craftsman 1975 1/2" x 1/2" drive check (use with an impact gun to sub for a hammer drill). No gears, driving direct at 7TPI.
No click. Couldn't get any cut that would trip the torque wrench at 20 in-lbs of torque. My guess with uncalibrated finger is leadscrew torque is significantly less then 10 in-lbs.