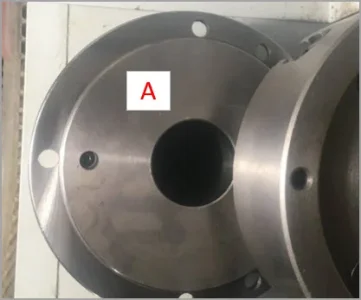
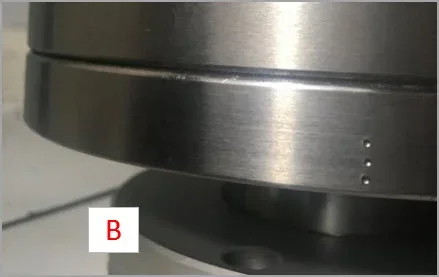
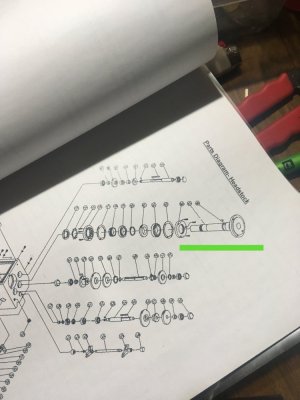
I don't understand. Are we looking at your spindle in the last pic? The CX709 specs mention of MT5 nose & 1.5" ID bore. But is it a D1-4 mount & those are the 'holes' you are talking about or is there some other adapter plate involved?
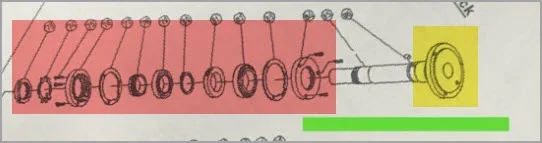
Worded another way - its a LOT easier to get the right adapter plate to marry a chuck to whatever your spindle standard is then disassembling the spindle & trying to modify it. Especially a 'D' camlock if that's what you have. If its an integrated chuck meaning no possibility of modifying the attachment end to that particular spindle, then consider getting the right chuck.
Sorry maybe I don't have a clear understanding of what you are showing us.
Worded another way - its a LOT easier to get the right adapter plate to marry a chuck to whatever your spindle standard is then disassembling the spindle & trying to modify it. Especially a 'D' camlock if that's what you have. If its an integrated chuck meaning no possibility of modifying the attachment end to that particular spindle, then consider getting the right chuck.
Sorry maybe I don't have a clear understanding of what you are showing us.
Last edited: