with just 3 points of contact
I would have mentioned the 3 point thing, but in aluminum to mill steel - I was worried it would be a little weak.
with just 3 points of contact
I’m just trying this with 0.375” 6061 rod.
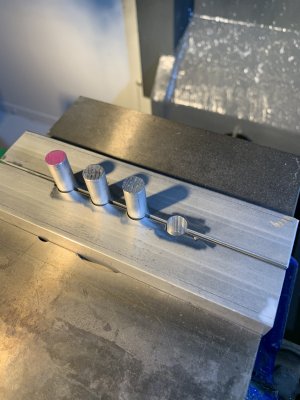
here's my take on this: Make the holes .375 BUT there's a trick to it (there's always a trick)
View attachment 17974
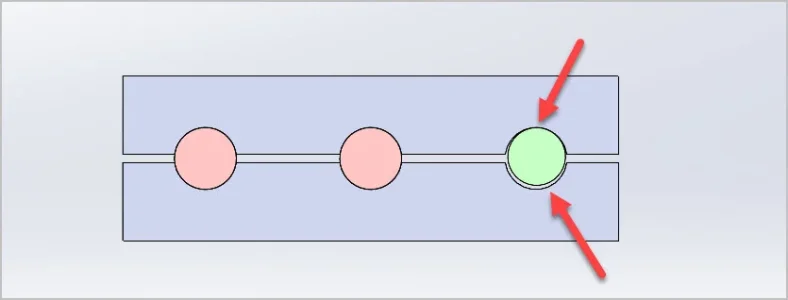
You mill the holes with a .005 to .010 spacer, then after the boring is complete, relieve the holes (shown in red) an additional .020 - this relief amounts to about 15% of the diameter (if you include both sides) when complete. Now there is no way for the jaws to 'pinch' the pin when released, and when you tighten you get positive, repeatable clamping.