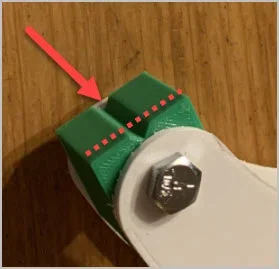
You know how it seems you need to make tools so you can make tools for other tools?  Well I'm working on a clamp project and to mill out the clamp arms I need a big fixture plate. Here are the 6" arms laid out for milling. That's 8" by 15"
Well I'm working on a clamp project and to mill out the clamp arms I need a big fixture plate. Here are the 6" arms laid out for milling. That's 8" by 15"

This the mill cutting model.

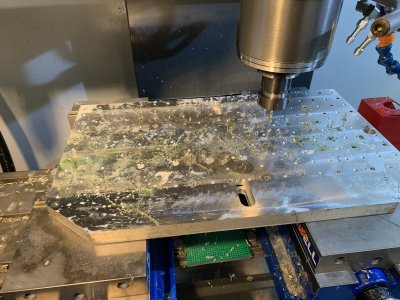
So for that I need a way to hold it down to the table and I'm making a 12x20" aluminium fixture plate with about 50 1/4-20 holes and 50 1/4 dowel pin holes.
Well I'm working on a clamp project and to mill out the clamp arms I need a big fixture plate. Here are the 6" arms laid out for milling. That's 8" by 15" This the mill cutting model.
So for that I need a way to hold it down to the table and I'm making a 12x20" aluminium fixture plate with about 50 1/4-20 holes and 50 1/4 dowel pin holes.