SimonM
Active Member
Just got a cheap 8” Amazon 4 jaw chuck delivered today and will need to make a 2 1/4”-8 backing plate.
Does the backing plate need to be the same size as the chuck?
I have some 5” durabar that could be used.
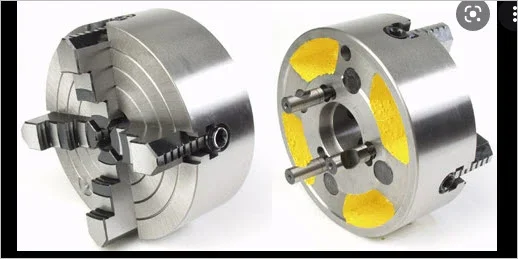
Here’s a picture of the back of the chuck.
Does the backing plate need to be the same size as the chuck?
I have some 5” durabar that could be used.
Here’s a picture of the back of the chuck.