Hi All,
This seems to be my fate. Everything which I take on seems to want to fight me to the bitter end. This is no exception. Probably because I am my own worst enemy being too perfectionist.
This time it is constructing an accessory for the Quorn T&C grinder which, in itself, has been one of the biggest boondoggles of my machining life. But at the time, many decades ago, there was nothing like it commercially available on the market.
As one knows with any T&C grinder, it is only as useful as the number of accessories which it has and this is also true of the Quorn. The first photo (186) shows only a few of the extras made to date. And there are a few dozen accessories needed to make it the universal T&C grinder which it has become over the decades. Historically, it was never designed for this function but it has been adapted to do many other things by enterprising hobbyist and home shop constructors. As it was intended for model making work only, it will never be useful for any commercial work as are the much larger and heavier industrial grinders. But to function properly, it has to be made to the same exacting geometry, tolerances and fits of its larger counterparts.
So, what was needed to be made?
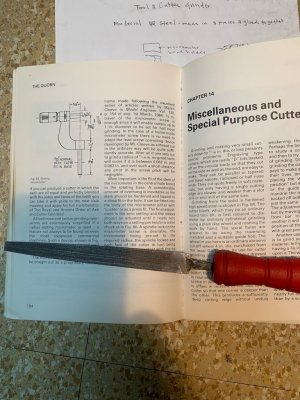
Photo 187, taken from the web, shows a very high quality micrometer radius setting gauge which I intended to make also. I forgot to detail where I got the photo from so my apologies to the original builder. Photo 188, which is taken from the Quorn construction book, shows the original drawing of this radius setting micrometer gauge. Photo 190 shows the micrometer head purchased for this purpose. Note that it is a bit different to the micrometer head shown on the Quorn drawing and the other shop made micrometer head. This is important but I didn't realize how important. Finally, photo 189 is the sketch I made of the basic unit parts.
The stage was now set for all of the problems which followed.
to be continued.
This seems to be my fate. Everything which I take on seems to want to fight me to the bitter end. This is no exception. Probably because I am my own worst enemy being too perfectionist.
This time it is constructing an accessory for the Quorn T&C grinder which, in itself, has been one of the biggest boondoggles of my machining life. But at the time, many decades ago, there was nothing like it commercially available on the market.
As one knows with any T&C grinder, it is only as useful as the number of accessories which it has and this is also true of the Quorn. The first photo (186) shows only a few of the extras made to date. And there are a few dozen accessories needed to make it the universal T&C grinder which it has become over the decades. Historically, it was never designed for this function but it has been adapted to do many other things by enterprising hobbyist and home shop constructors. As it was intended for model making work only, it will never be useful for any commercial work as are the much larger and heavier industrial grinders. But to function properly, it has to be made to the same exacting geometry, tolerances and fits of its larger counterparts.
So, what was needed to be made?
Photo 187, taken from the web, shows a very high quality micrometer radius setting gauge which I intended to make also. I forgot to detail where I got the photo from so my apologies to the original builder. Photo 188, which is taken from the Quorn construction book, shows the original drawing of this radius setting micrometer gauge. Photo 190 shows the micrometer head purchased for this purpose. Note that it is a bit different to the micrometer head shown on the Quorn drawing and the other shop made micrometer head. This is important but I didn't realize how important. Finally, photo 189 is the sketch I made of the basic unit parts.
The stage was now set for all of the problems which followed.
to be continued.
Attachments
-
 186 The Quorn T&C Grinder with the Accessories Made to Date.jpg165 KB · Views: 128
186 The Quorn T&C Grinder with the Accessories Made to Date.jpg165 KB · Views: 128 -
 187 A Home Shop Made Radius Setting Micrometer for the Quorn.jpg35.2 KB · Views: 60
187 A Home Shop Made Radius Setting Micrometer for the Quorn.jpg35.2 KB · Views: 60 -
 188 The Drawing of the Radius Setting Micrometer in the Quorn Book.jpg190.3 KB · Views: 95
188 The Drawing of the Radius Setting Micrometer in the Quorn Book.jpg190.3 KB · Views: 95 -
 189 The Sketch Of What I Wanted to Make.jpg135.6 KB · Views: 83
189 The Sketch Of What I Wanted to Make.jpg135.6 KB · Views: 83 -
 190 The Micrometer Head to Be Used.jpg161 KB · Views: 122
190 The Micrometer Head to Be Used.jpg161 KB · Views: 122