Former Member
Guest
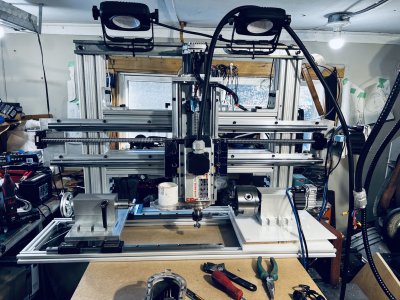
I've been putting the CNC to use, and does it run.
Now that I've got my head around programming in Intercon, programs are starting to flow. Working on optimizing the code after Intercon creates it.
One glitch so far and one of my servos died, luckily I haven't started using the forth one (for the 4th axis) yet so it was an easy swap. Clearpath has a 3 year warranty and they said send it back. I'll update and let you know what they did.
Now that I've got my head around programming in Intercon, programs are starting to flow. Working on optimizing the code after Intercon creates it.
One glitch so far and one of my servos died, luckily I haven't started using the forth one (for the 4th axis) yet so it was an easy swap. Clearpath has a 3 year warranty and they said send it back. I'll update and let you know what they did.