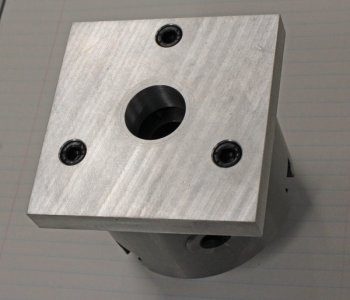
I have been wanting a small chuck for some time in the 3" range. For a few reasons. I have a nice 5C Spin Indexer (Bison actually) with sub thou runout. Its great for quickly plopping in the mill vise & doing rotary whatever rather than setting up the RT. But 5C limits the diameter. I want to make a rectangular back plate fixture for just gripping round stock vertical, or at angles. And some other ideas, but onto the story.
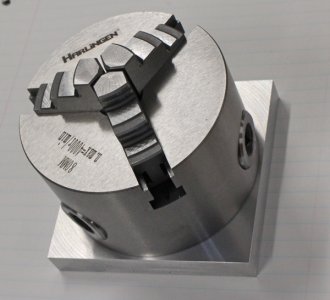
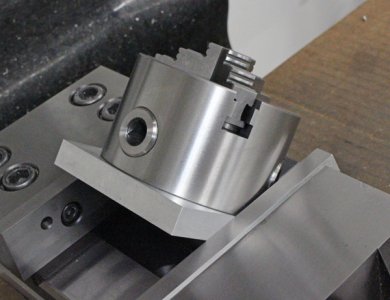
There are lots of these on AliExpress under different names. Seems like mostly used for small hobby lathes. Of course, how good are they? I noticed Accusize offered one that came with optional bolt on 5C backplate fixture so kind of best of both worlds. Available on Amazon Prime so I pulled the pin. It has a plastic insert part rather than metal but other than that looked about the same as others. I set the 5C adapter up (only) in my Spin Indexer I also my 5C lathe chuck. The lip was just over 0.001" TIR. So far so good. Mounted the chuck to adapter & my test bar. Not good at all, like 0.017" TIR. I spent some time examining, re-assembling, trying diffeernt jaw numbers, different diameter test bars. But it was pretty obvious the jaw grind was off.
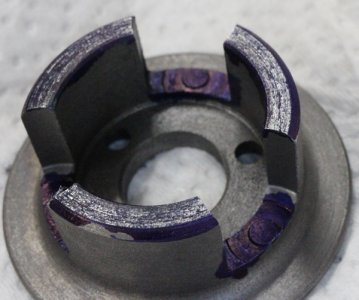
I considered doing the jaw regrind ritual but I have yet to do one myself. Its not exactly easy at this small-ish aperture tiny opening. The wider diameter jaw set looked a bit better but was still about 0.005". They were laterally not very tight in the slides so I decided just return them. That part went smooth. It was done through Amazon return process, I wrote a short problem description, offered pictures but they didn't seem to want them. So back it went but I still dint have a chuck & now a bit more gun shy than I was before.





There are lots of these on AliExpress under different names. Seems like mostly used for small hobby lathes. Of course, how good are they? I noticed Accusize offered one that came with optional bolt on 5C backplate fixture so kind of best of both worlds. Available on Amazon Prime so I pulled the pin. It has a plastic insert part rather than metal but other than that looked about the same as others. I set the 5C adapter up (only) in my Spin Indexer I also my 5C lathe chuck. The lip was just over 0.001" TIR. So far so good. Mounted the chuck to adapter & my test bar. Not good at all, like 0.017" TIR. I spent some time examining, re-assembling, trying diffeernt jaw numbers, different diameter test bars. But it was pretty obvious the jaw grind was off.
I considered doing the jaw regrind ritual but I have yet to do one myself. Its not exactly easy at this small-ish aperture tiny opening. The wider diameter jaw set looked a bit better but was still about 0.005". They were laterally not very tight in the slides so I decided just return them. That part went smooth. It was done through Amazon return process, I wrote a short problem description, offered pictures but they didn't seem to want them. So back it went but I still dint have a chuck & now a bit more gun shy than I was before.



















")