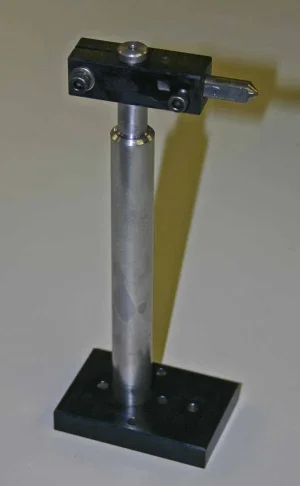
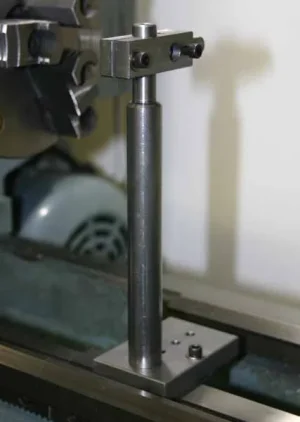
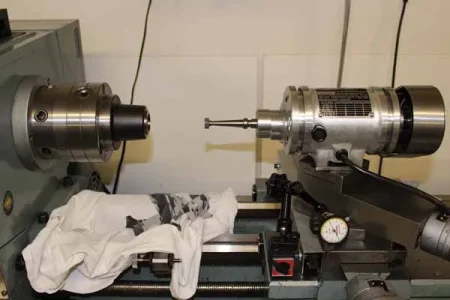
I wanted something rigid & adaptable I could set up quickly on the lathe for wheel dressing in whatever orientation the wheel diameter happened to present. Then knock it down quickly without fuss but preserve the height setting if required again. The parts are just from scrap box metal on hand.
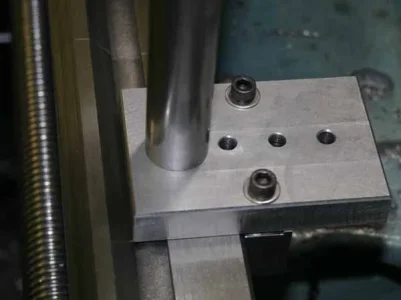
The pillar bottom surface is center relieved & tapped so it sits firmly to bottom plate with a bolt. All fasteners & set screws are 10-24. Not pretty but I'm a '1-allen key builds the whole Ikea cabinet' type guy 🙂 The base plate has a few spaced holes so I can position the post in or out as required. Holes are c/sunk so plate lays flat on way. The head holds my standard 3/8 shank diamond dresser in 0-90-180 deg orientation. I have a few other do-dads for the head but will save for action pics.
I also tried a quick & dirty band saw slitting operation instead of setting up the slitting saw arbor on the mill. It turned out fine for the intended purpose.
The pillar bottom surface is center relieved & tapped so it sits firmly to bottom plate with a bolt. All fasteners & set screws are 10-24. Not pretty but I'm a '1-allen key builds the whole Ikea cabinet' type guy 🙂 The base plate has a few spaced holes so I can position the post in or out as required. Holes are c/sunk so plate lays flat on way. The head holds my standard 3/8 shank diamond dresser in 0-90-180 deg orientation. I have a few other do-dads for the head but will save for action pics.
I also tried a quick & dirty band saw slitting operation instead of setting up the slitting saw arbor on the mill. It turned out fine for the intended purpose.