-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Tapping stand
- Thread starter DPittman
- Start date
francist
Super User
Yup, made mine out the top half of a 14” bandsaw I scrapped. Works nicely although I think I may add a crank handle somehow to supplement the T-handle I built it with. The table was an old lathe faceplate that I had come into somehow, it swivels on the channel iron base although most of the time it stays stationary.
Sorry about the low quality image, it’s from a while ago.

-frank
Sorry about the low quality image, it’s from a while ago.

-frank
Wow that looks big an strong. I imagine it could handle a 1/2" tap into any material/thickness that the tap can handle?
I'm considering something smaller and likely all homemade as I dont think I have any pre-made pieces lying around. There are lots of ideas out there on the interweb, I'm just trying to figure out what would be best for me.
I'm considering something smaller and likely all homemade as I dont think I have any pre-made pieces lying around. There are lots of ideas out there on the interweb, I'm just trying to figure out what would be best for me.
Yes that seems to be an ideal and popular base to start with.I have an old hobby-grade drill press that I'm thinking about turning into a tapping machine.
Haven't got too far with the project as it's sitting on the shop floor looking forlorn.
francist
Super User
Yeah, most of it is way overkill. The weak link is the chuck — just a keyless from a scrapped cordless drill — and without some kind of square to engage the square on a tap it’ll slip. Realistically though the handiest part of the process for me is not tapping the entire hole but rather getting it started nice and straight to begin with. Easy enough to finish by hand afterwards.Wow that looks big an strong
-frank
Maybe you've seen the 'pillar tool' concept popularized with casting kits like Hemingway (UK). I think it could be made with kind of ordinary 'chunks': vertical pillar, upper arm, lower arm, table, base and the tapping arbor. As Frank says a drill chuck maybe isn't optimal because its not gripping on the square of tap. OK for small taps but not for bigger ones. Plus you have to adapt or figure out the taper. You can get tap extension holders reasonably priced & then you have the chuck & cylindrical section kid of done for you. The table could be harvested from a drill press. Personally I'd like slots or maybe even an array of holes like tooling plate so you can quickly lock down a vise or the part itself. Small thing you could hold with your hand but really you ideally want it fixed.
Another option depending on how much is in the budget, tapping size, amount of work you foresee .... get a tapping head with arbor matching a drill press. They will run all day long, have a tension clutch & reverse out under power by lifting up on the drawbar. Now I haven't tried any of the offshore ones or even read user reviews but they are a lot less money than (USA) Tapmatic. What I dont know is how easy they are to routinely remove, generally arbors/chucks stay put (unlike a mill with drawbar). But if you had a orphan drill press could be a dedicated machine?
https://www.shars.com/products/toolholding-workholding/tapping-heads-accessories
Another option depending on how much is in the budget, tapping size, amount of work you foresee .... get a tapping head with arbor matching a drill press. They will run all day long, have a tension clutch & reverse out under power by lifting up on the drawbar. Now I haven't tried any of the offshore ones or even read user reviews but they are a lot less money than (USA) Tapmatic. What I dont know is how easy they are to routinely remove, generally arbors/chucks stay put (unlike a mill with drawbar). But if you had a orphan drill press could be a dedicated machine?
https://www.shars.com/products/toolholding-workholding/tapping-heads-accessories
Attachments



eotrfish
Super User
I have a complete set of Pillar Tool castings that I’ll not likely get around to completing. The Universal Pillar Tool kit includes motor, drill chuck and all the parts needed to build a sensitive miniature drill press and/or a staking tool. See the Hemingway site for a full description.
Serious offers entertained.
Serious offers entertained.
historicalarms
Ultra Member
Just an idea to pass along reading this thread
I've never considered a "stand alone" tapping machine, usually just 'free hand "it or for as good a lineup as I have ever needed, I jury rig my mill-drill or drill press for a one-off type of thing....but now I can see I had a use for at least one of the old single stage re-loading press's that I've upgraded from and sold.
I think one of the old cast iron ammo re-loading C-presses that often become obsolete to some folks would work excellent for a small tapping frame. They are already equipped with a lot of what would make a conversion very easy...a sliding ram that is centered to a top-hole that is already threaded to 7/8-14 (Some are bushed down from a 1" thread) to accept a hobby built tap holder.
I've never considered a "stand alone" tapping machine, usually just 'free hand "it or for as good a lineup as I have ever needed, I jury rig my mill-drill or drill press for a one-off type of thing....but now I can see I had a use for at least one of the old single stage re-loading press's that I've upgraded from and sold.
I think one of the old cast iron ammo re-loading C-presses that often become obsolete to some folks would work excellent for a small tapping frame. They are already equipped with a lot of what would make a conversion very easy...a sliding ram that is centered to a top-hole that is already threaded to 7/8-14 (Some are bushed down from a 1" thread) to accept a hobby built tap holder.
This is my commercial one. When Busy Bee and Grizzly disolved their non-compete clause and Grizzly started shipping here a decade or so ago, I bought one. Works great. Took me a while to figure out that you leave the material a little loose when starting out. Then the tap self-centers.


Yes that look just about exactly what I think I need. Most of the commercial ones I see like that one appear to be a lot beefier/ stronger than I would expect them to be? Any comment regarding the design? How big of tap would you use in that model?
I'm thinking I "need" a tapping stand for the small threading job on little parts.
l
I'm thinking I "need" a tapping stand for the small threading job on little parts.
l
This is my commercial one. When Busy Bee and Grizzly disolved their non-compete clause and Grizzly started shipping here a decade or so ago, I bought one. Works great. Took me a while to figure out that you leave the material a little loose when starting out. Then the tap self-centers.
View attachment 11706
How important is the weight mechanism? Thats just so there isn't too much downward pressure?
This is my commercial one. When Busy Bee and Grizzly disolved their non-compete clause and Grizzly started shipping here a decade or so ago, I bought one. Works great. Took me a while to figure out that you leave the material a little loose when starting out. Then the tap self-centers.
View attachment 11706
Sometimes depending on the job & setup, the absolute best time to tap the hole is immediately after you have drilled it. Why? Because everything is perfectly set up in alignment. Your part is stationary & clamped, the quill is exactly over the hole. The only down side is set up time to swap in the tap. But really not much different than swapping in a center drill or pilot drill or counterbore drill. If you have a bunch of holes & your DRO is reliable you can always drill all the holes in one op, then go back & tap the holes. Now maybe you can see my logic of the tap holder (do a search on forum, its just a slug of steel rod with a hole in the end to fit the tap shank & cross hole for set screws to retain the tap on the flats). I've seen others that are knurled wheels with a cross hole & the stem of the tap resides in the drill chuck. The chuck jaws are loosened just enough so the tap is able to rotate & spin, but still has perpendicular alignment. When it comes to small holes these methods are best because you can feel the tap progressing or loading up or finding bottom. The bigger units described here are best suited to bigger taps, maybe +6-32 just throw out a ballpark number.
Correct. The counterweight system is just a different approach than the spring type of manual tap machine. Both prevent too much weight from the mechanism and tapping head from bearing down on the workpiece when using small taps. If this occurs you increase the chances of cross threading or ruining your hole. It's not as big a deal with larger taps because you get enough tactile feedback through the crank and can sense if you are doing it correctly. But with small taps you can't feel this as well; the counterweight prevents too much downward pressure as you tap small holes. But the real purpose behind the manual tapping machines is to keep the tap and the hole square.How important is the weight mechanism? Thats just so there isn't too much downward pressure?
I got the machine for a big project years ago. I've done hundreds with it and every one comes out perfectly. But I rarely get it out these days unless I am doing more than one.
Last edited:
I think I like the idea of Harold Halls design of a tapping stand that uses the same pitch of thread as the tap as the "driving force". I dont see any disadvantages to it other than complexity and needing a specific threaded collar for each pitch of thread you want to tap.
I've seen (in videos) those tapping heads that Peter mentions and they look sweet but WOW are they ever expensive. That ain't going to happen until I win a lottery (and that is my plan).
I've seen (in videos) those tapping heads that Peter mentions and they look sweet but WOW are they ever expensive. That ain't going to happen until I win a lottery (and that is my plan).
oh lottery financing, many exciting models to choose from
https://www.magnumtools.com/products/c1424-tapping-machines/
https://www.magnumtools.com/products/c1424-tapping-machines/
Upper pic some shop made wheels for sensitive feel (not mine, internet pic). Lower pic is my homebrew adapter. I can have it sliding loose in the drill chuck jaws or collet, use the removable tommy bar for a bit more leverage or grip it & drive it under power if I'm feeling brave. Powering 2-3 diameters worth of threads in a through hole I'm not too concerned. But blind holes or gummy aluminum with small tap sizes... learned my lesson LOL
Attachments

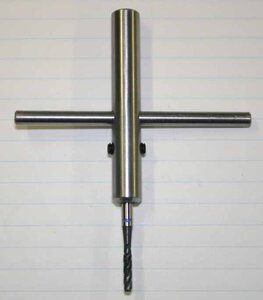
Yup your home brew adapter looks like something I need and could accomplish.Upper pic some shop made wheels for sensitive feel (not mine, internet pic). Lower pic is my homebrew adapter. I can have it sliding loose in the drill chuck jaws or collet, use the removable tommy bar for a bit more leverage or grip it & drive it under power if I'm feeling brave. Powering 2-3 diameters worth of threads in a through hole I'm not too concerned. But blind holes or gummy aluminum with small tap sizes... learned my lesson LOL
Those tapping machines look fun to run. Well maybe not day after day in a factory but I think it would be fun for half a day at just shooting holes full of threads.
deleted_user
Super User
I think I like the idea of Harold Halls design of a tapping stand that uses the same pitch of thread as the tap as the "driving force". I dont see any disadvantages to it other than complexity and needing a specific threaded collar for each pitch of thread you want to tap.
I've seen (in videos) those tapping heads that Peter mentions and they look sweet but WOW are they ever expensive. That ain't going to happen until I win a lottery (and that is my plan).
I too like the design of Harold Hall despite the need to have a multiple feed mechanisms to match the pitch of thread you wish to tap. I like the idea of tapping shallow blind holes too.
I'm going to build a modified version of Harold's tapping stand for lighter tapping jobs and then I'll build a tapping arm at some later point.
In order to experiment a bit I'll use gas piping tees instead of the chunks of metal Harold favoured because I want to be able to transform the tool into a traditional pillar tool as well, in time any way. I think I'll machine delrin AF bushings to try out as well.
So really the most important part from harold's tool will be the tap carriers, and the tapping mechanisms

The rest of his design is just another method of work holding as may be found in any other such design.

I'm going to go more like this:
