This has come up in conversation before. I have to do a bunch of M2-M3 blind hole tapping into delicate aluminum parts and breaking a tap would bring about a Non-smiley face. I've seen these knurled 'discs' for lack of better description. I made one to try & although they give a nice feel & have enough leverage, you have to grind a flat on the shank of the tap & the tap still needs to be piloted somehow. Either with the chuck jaws slightly loose or a sleeve. None of this is insurmountable, more of a personal preference.
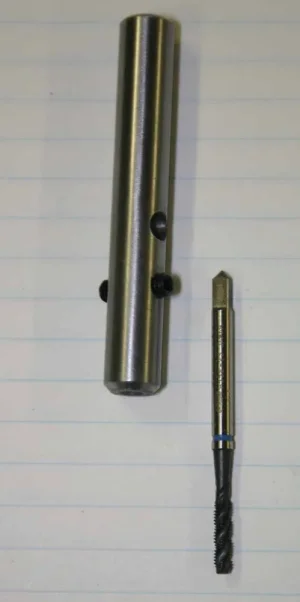
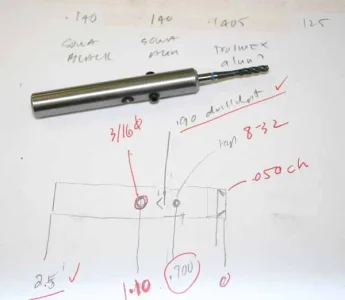
So I came up with this & seems to be the best solution for me personally. Relatively quick to bang out for different tap sizes. Its made from 0.375" O1 tool steel. I didn't harden it, its just good material in this application because its ground to OD but tough enough to drive under mill power if you want to go that route. Just remove the 3/16" slide-in tommy bar. The retention is opposing 8-32 set screws, so just drill & tap straight through. I made the tommy bar hole in same plane so you can do all the ops in one vise setting.
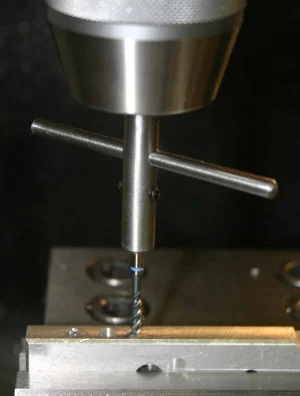
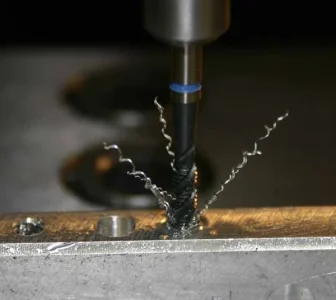
I picked this length so its not much different than typical drill setup. So after drilling the pilot hole, you raise the quill only slightly, insert the tap guide assembly, tap away ... all at the same hole position which is my preference to keep it concentric. I tighten the jaws on the body just as reference, then back it off just a smidge so body can slide down during threading, but is still guided in nice & perpendicular. So far so good. You may find your tap bodies are different size shanks which is a PITA but ideally you wont have too many. Turns out my M3 & M2.5 are the same sized shanks. So I'll do the same for my small IMP taps, same body, just different tap bore.
So I came up with this & seems to be the best solution for me personally. Relatively quick to bang out for different tap sizes. Its made from 0.375" O1 tool steel. I didn't harden it, its just good material in this application because its ground to OD but tough enough to drive under mill power if you want to go that route. Just remove the 3/16" slide-in tommy bar. The retention is opposing 8-32 set screws, so just drill & tap straight through. I made the tommy bar hole in same plane so you can do all the ops in one vise setting.
I picked this length so its not much different than typical drill setup. So after drilling the pilot hole, you raise the quill only slightly, insert the tap guide assembly, tap away ... all at the same hole position which is my preference to keep it concentric. I tighten the jaws on the body just as reference, then back it off just a smidge so body can slide down during threading, but is still guided in nice & perpendicular. So far so good. You may find your tap bodies are different size shanks which is a PITA but ideally you wont have too many. Turns out my M3 & M2.5 are the same sized shanks. So I'll do the same for my small IMP taps, same body, just different tap bore.
Attachments

Last edited:
