-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Parting is such sweet sorrow
- Thread starter DavidR8
- Start date
Gotta say
Not me. I was predicting success.
A while back I talked about parting upside down as the best way to deal with the challenges of parting.
But a GTN insert tool donation from another member who had bought a tool too big for his lathe, and this exact same advice from our own @Darren worked GREAT for me too. More or less exactly the same results.
However, there were two other factors that were not discussed in the video.
1. I used GTN inserts for aluminium. No need to sharpen at all and they work just fine.
2. He didn't mention the HIGH importance of cutting as absolutely square as you can. Any offset to the square entry and follow through WILL BITE YOU! It is VERY important to be square.
Otherwise, cool stuff and also nice to see a YouTube guy acknowledge input from viewers like that. We can always learn from others.
I guess I should add that I have not had to part upside down since I started parting like this. It works great.
Oh, and one other comment. I had been planning to make a plinth for improved parting performance. That project prolly won't happen now. There is no need for it!
Ironman
Ultra Member
Last parting post discussion we had, the P-type cutting blade was mentioned. I never had trouble parting before, but the blade looked like it solved the major issue of blade breakage which is jamming with chips alongside the cheeks. I am pleased with this blade, even if I did have to slightly modify my holder.
Like this?Last parting post discussion we had, the P-type cutting blade was mentioned. I never had trouble parting before, but the blade looked like it solved the major issue of blade breakage which is jamming with chips alongside the cheeks. I am pleased with this blade, even if I did have to slightly modify my holder.

Tom Kitta
Ultra Member
flip the power feed and let er rip.
I did that... all went well for under a minute - nice cut... then ... boom. I guess feed to high
")
You have to increase speed or decrease feed as you get closer to the center. On my Standard Modern I can switch feed speeds while turning. So, I usually start medium feed then switch to slow feed, then sometimes go manual for the last little bit. And the deeper the parting, sometimes you have to peck at it and throw in more lube/coolant.I did that... all went well for under a minute - nice cut... then ... boom. I guess feed to high
Ironman
Ultra Member
Yep, it's the cat's ass for parting.Like this?
View attachment 47753
That method of applying lubricant is not very effective
I don't like it either. I usually use a drip.
But you raise a great point. What is the best way to apply cutting oil when you are parting?
I won't do flood or mist even if it is better. Is there a non-messy alternative?
Pump sprayer from a bottle of Windex, needs to be the type of sprayer that has a nozzle that selects mist or needle spray
Empty glass bottle from maple syrup, because I’m Canadian
10:1 synthetic coolant
Use the needle spray, makes it possible to get coolant deep down into the groove made by the parting tool.
Relatively un-messy

Empty glass bottle from maple syrup, because I’m Canadian
10:1 synthetic coolant
Use the needle spray, makes it possible to get coolant deep down into the groove made by the parting tool.
Relatively un-messy




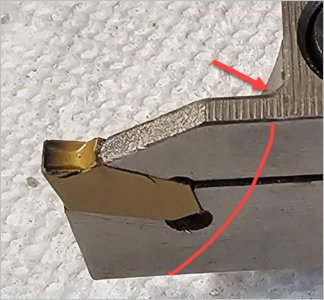
@LenVW - Peter has the way of it. That radius he pointed to in his markup of my photo is just a smidge beyond a half inch.
But even if not, I "could" chuck a 13" OD part without removing my gap. With a blade stick out of 6.5", THAT would be somethin to watch get parted!
Yup.
But even if not, I "could" chuck a 13" OD part without removing my gap. With a blade stick out of 6.5", THAT would be somethin to watch get parted!
I think he means these typically have a circular recess in the shank sized for maximum stock diameter
Yup.
I think you meant to say the limitation is ‘wall thickness’.
I think I see what you mean Len.
You could definitely say it could do any size of tube with a max wall thickness of 1/2 inch.
But I was specifically thinking of bar cylinder, not tube cylinder.
Funny how easily different meanings can be found in the same words.