Opieshuffle
New Member
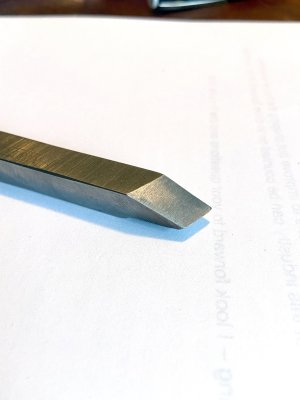
As I dial in and play with my (new to me) Atlas 618 I wanted to ask about this single tool. Based on everything I'm reading online, it looks to me like the PO (previous owner) created several tools in one. Side 1 looks like a "threading tool". The bottom of side 3 as a cutting tool (l-r or r-l?) But when I look at side 4bc (on the right of the picture) it also looks like something. Facing? Smoothing? Side 4c is a close up of the opposite end.
The lathe did come with a new set of carbide tipped cutters, but they don't seem as good on steel as this HSS tool. I have used it, but have no idea if I'm using it correctly.
Can anyone shed some light?
I read a lot about buying a pre-cut set to start but the only on epopping up is this set from BusyBee.
Anyone have any other suggestions?
Busy Bee
Thanks! Chris
The lathe did come with a new set of carbide tipped cutters, but they don't seem as good on steel as this HSS tool. I have used it, but have no idea if I'm using it correctly.
Can anyone shed some light?
I read a lot about buying a pre-cut set to start but the only on epopping up is this set from BusyBee.
Anyone have any other suggestions?
Busy Bee
Thanks! Chris








")