@Whiskers31 congrats on your Italian lathe purchase. If that machine is made to anywhere near the standards my Italian CMT Ursus 250 is made to, you won’t be disappointed.
Here are the contact details of the manufacturer.

They most likely will have a manual for your machine. It will be expensive.
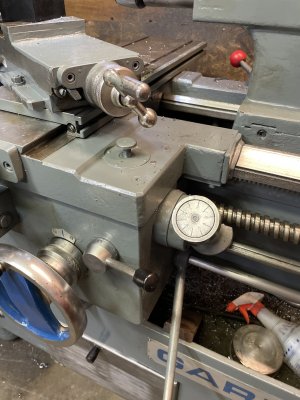
The plunger on the top right hand side of the carriage looks like either a manual way lube pump (Z and X axis - compound is probably manually lubed). It could also be operated automatically as you traverse the carriage (sounds like what you are suggesting).
The threading dial looks similar to what I have on the Ursus. Mine has 4 + 4 + 8 divisions; yours has 10.

Your lathe has a 2 TPI lead screw (as shown on the data plate in your first picture).
The easiest (but not fastest) way to thread on any lathe is to set the thread to be cut (either TPI if SAE or thread pitch if Metric) based on the data plate. That involves setting levers and gears correctly. Then engage the half nut and fwd/rev the lathe spindle for the passes and never open the half nuts until you are done. This works in all thread systems, for any thread, with any lead screw.
A more productive way is use the half nuts for the passes. However, there are some caveats:
Typically, with threading dials when cutting in the “on side threading” of the lead screw (imperial lead screw + imperial thread [or metric + metric]), divide the thread to be cut by the lead of the lead screw. EG, 16 TPI/2 = 8. So in that case, you should be able to engage the threading dial on any even number on the dial. For 13 TPI (for example), you have to select a number on the dial and only engage on it as 13/2=6.5 which is not a whole number.
Now if you thread metric with an imperial lead screw (“off side threading”) you pick a number on the dial, and leave the half nuts closed and forward/rev the spindle to make subsequent passes - that is the easiest way. There are ways to do it opening the half nut - but it gets a bit more complicated.
To confirm, I would get some ABS (or other soft material) chucked up and set the lathe to the lowest speed. Pick a thread, set the gearbox up and, staying well away from the chuck and the tail stock, just do scratch passes. You will be able to see what happens right away. Speed up the lathe as you get more comfortable. Turn off the scratches and try another thread.
Having to engage in subsequent number to stay in the cut leaves me to believe that there is a set-up error.