All the discussion on the Vevor sharpener prompted me to dust off some digital photos and give a description of mine. The Vevor for a few hundred dollars is a heck of a lot easier than making this, and if the quality and results are good it may be the best solution. What this one offers is it produces very accurate grinds (holes to within a thou or two) and can handle larger taper shank drills. Yeah I know, drilling isn't a precision thing, but having things come out on size is better than not and there are times that it matters.
It's a rig that gets used with a T&CG or surface grinder and it can put 4 or 6 facet grinds on a drill (I only bother with 4). I made it in 2005 (before I learned how to knurl properly or had built a cut knurling tool), how time flies! I try to batch drill sharpening, wait until there are several dozen drills need grinding so the set up is worth it.
In coming up with a design, it needs to
1) offer perfect 180 degree indexing
2) have a stop so that when indexing, the axial position is maintained
3) have a fine adjustment on the rest
4) have the required angled positioning
and the BIGGY
5) be able to hold all sizes of drills.
# 5) was a great challenge because holding is only done by the dril's narrow lands. As the drill gets larger, the helix of the lands becomes more like a straight line - it's moving toward being two skinny axial lines to grip on. That makes, for example holding, a largish drill in short collet difficult. My solution was a V block. For the largest of drills, I drop an aluminum angle extrusion in the V block to extent the surfaces the lands can contact.
The V block is case hardened and with the case left dead hard it stands up to the drills. For convenience, the tooth rest and the depth stop are held by split cotters - quick and solidly locking adjustments. The tooth rest incorporates a micrometer adjustment; kind of a requirement to set the grind to be perfectly vertical. It does rely on the flutes being 180 degrees apart for indexing, but that has not been an issue that I have noticed.
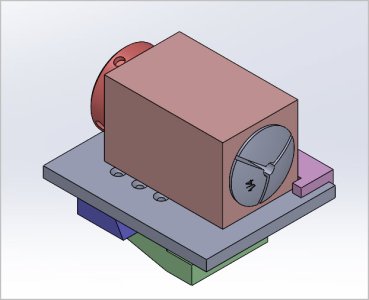
Angle setting is easy as the whole thing rides on my 'univise'. Nowadays these are inexpensive from offshore suppliers. When I built this, all could find was a Delta in a used tool store for $600 ..... so I decided to protest and build my own. A univise by itself is justifiable - when you have grind a bit for that internal buttress thread like I did a Schaublin drawbar it is a near necessity! So it's not thaaat much work to add the V block on top (I can justify anything to myself).
Some photos










It's a rig that gets used with a T&CG or surface grinder and it can put 4 or 6 facet grinds on a drill (I only bother with 4). I made it in 2005 (before I learned how to knurl properly or had built a cut knurling tool), how time flies! I try to batch drill sharpening, wait until there are several dozen drills need grinding so the set up is worth it.
In coming up with a design, it needs to
1) offer perfect 180 degree indexing
2) have a stop so that when indexing, the axial position is maintained
3) have a fine adjustment on the rest
4) have the required angled positioning
and the BIGGY
5) be able to hold all sizes of drills.
# 5) was a great challenge because holding is only done by the dril's narrow lands. As the drill gets larger, the helix of the lands becomes more like a straight line - it's moving toward being two skinny axial lines to grip on. That makes, for example holding, a largish drill in short collet difficult. My solution was a V block. For the largest of drills, I drop an aluminum angle extrusion in the V block to extent the surfaces the lands can contact.
The V block is case hardened and with the case left dead hard it stands up to the drills. For convenience, the tooth rest and the depth stop are held by split cotters - quick and solidly locking adjustments. The tooth rest incorporates a micrometer adjustment; kind of a requirement to set the grind to be perfectly vertical. It does rely on the flutes being 180 degrees apart for indexing, but that has not been an issue that I have noticed.
Angle setting is easy as the whole thing rides on my 'univise'. Nowadays these are inexpensive from offshore suppliers. When I built this, all could find was a Delta in a used tool store for $600 ..... so I decided to protest and build my own. A univise by itself is justifiable - when you have grind a bit for that internal buttress thread like I did a Schaublin drawbar it is a near necessity! So it's not thaaat much work to add the V block on top (I can justify anything to myself).
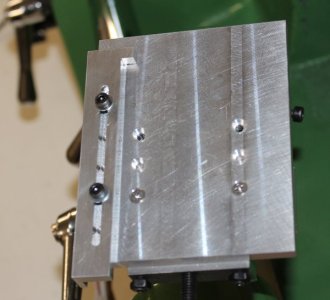
Some photos
Last edited: