thriller007
Well-Known Member
Finally had a little shop time. Needed a few things made and first was a soft hammer for tapping things into mill vice. It’s Hammer time!

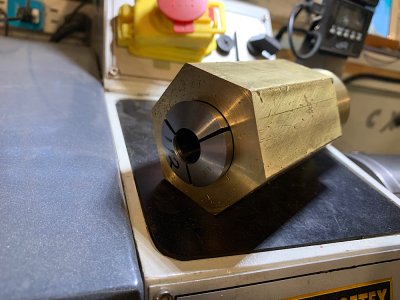
Yes exactly. Tighten up the bolt and you are pulling in the collet. It is an R8 collet.Nice. On your 5C hex block, is it tightening the collet in via the 5C's internal threads or how does that end bolt work?
Nice projects. !
What's a spring loaded tap follower?
It rotates and slides just like you said. Also the middle handle just slides right out of the way.Is the die holder shaft held in the tailstock chuck? I've seen a few online where the die holder rotates and slides on a shaft clamped into the chuck.
Thanks for the kind comments. This mornings project was this spring loaded tap follower for the lathe drill or the milling machine. Now I need to get some blueing for these tools.



")





