TorontoBuilder
Sapientia et Doctrina Stabilitas
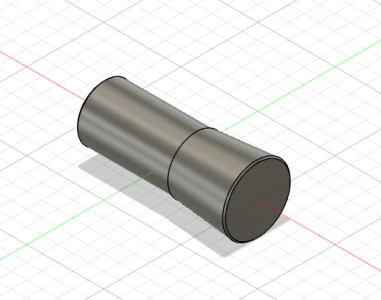
I want to make a bunch of collets from 1/8" to 5/8" that have a 20mm wide waist section whose diameter varies based on the bore diameter that is 2mm wider than the bore to leave side walls of 1mm thickness.
Small capacity collets have a very narrow waist.

while the largest (5/8") has almost no waist.

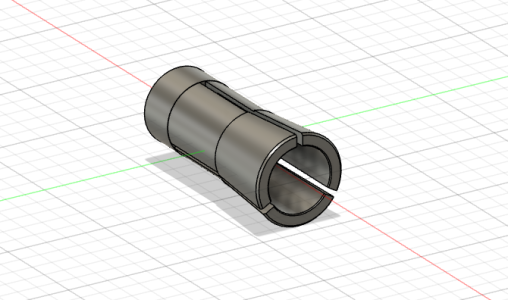
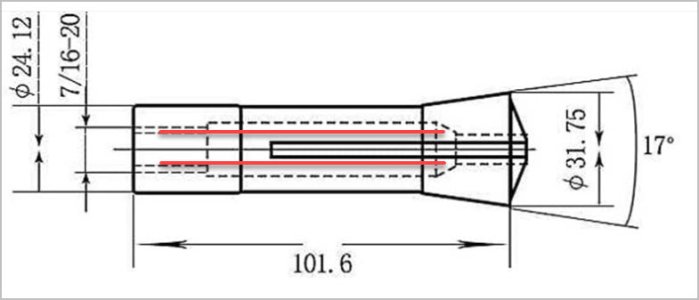
The widest diameter at the end of the taper is 22mm, the taper is 20mm long at 5 degree angle. The straight shank is 18mm diameter by 30mm long.
I figured I'd start by turning the straight shank down to 18mm for a distance of 30mm. Then drilling hole 15mm deep with a #19 drill bit, and then tapping an M5 x .8 thread.
Next I'd extend the bar out about 35mm more and part off the blank to an overall length of 50mm. Once the straight shank has been turned on all of the blanks I'd switch to a 20mm collet for step two.
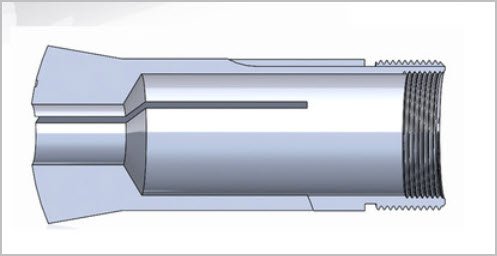
Facing off the 22mm end of all the blanks. Then I'd set the compound to turn the 5 degree angle.

So, where my issues come in are that I considered using 1045 which I'd heat and give an oil plunge to harden. I'd have to do this after I drill and ream each bore for the collet sizes, then turn down the waist dimension on each, and finally make the 3 slit cuts. Because of potential distortion I'd thought to make the collet marginally over sized and grind to the final dimension.
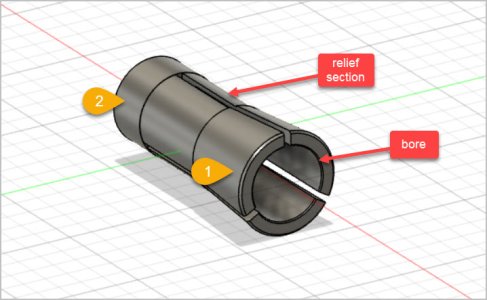
I can attach a 20mm stub to each collet with a 5mm screw to hold the collet in the 5c collet punch former to grind the collets. I'd have to insert a end mill into each collet to keep the bone from collapsing while grinding the taper, and I'd have to make the stub at the beginning of the process, and make a slight recess in the 5mm bore of each collet for the stub to mate with. Then mount each blank on the stub during to drill the collet dimensional bore to ensure it is concentric with the stub mount.
During the grind the straight shank and the taper will be ground into concentricity with the stub mount so the overall features should all be concentric.
Anyone see potential issues with this, or a better way to do any of the processes?
Small capacity collets have a very narrow waist.
while the largest (5/8") has almost no waist.
The widest diameter at the end of the taper is 22mm, the taper is 20mm long at 5 degree angle. The straight shank is 18mm diameter by 30mm long.
I figured I'd start by turning the straight shank down to 18mm for a distance of 30mm. Then drilling hole 15mm deep with a #19 drill bit, and then tapping an M5 x .8 thread.
Next I'd extend the bar out about 35mm more and part off the blank to an overall length of 50mm. Once the straight shank has been turned on all of the blanks I'd switch to a 20mm collet for step two.
Facing off the 22mm end of all the blanks. Then I'd set the compound to turn the 5 degree angle.
So, where my issues come in are that I considered using 1045 which I'd heat and give an oil plunge to harden. I'd have to do this after I drill and ream each bore for the collet sizes, then turn down the waist dimension on each, and finally make the 3 slit cuts. Because of potential distortion I'd thought to make the collet marginally over sized and grind to the final dimension.
I can attach a 20mm stub to each collet with a 5mm screw to hold the collet in the 5c collet punch former to grind the collets. I'd have to insert a end mill into each collet to keep the bone from collapsing while grinding the taper, and I'd have to make the stub at the beginning of the process, and make a slight recess in the 5mm bore of each collet for the stub to mate with. Then mount each blank on the stub during to drill the collet dimensional bore to ensure it is concentric with the stub mount.
During the grind the straight shank and the taper will be ground into concentricity with the stub mount so the overall features should all be concentric.
Anyone see potential issues with this, or a better way to do any of the processes?