gerritv
Gerrit
After the marathon My Most Hated Tool thread that was loaded with advice and opnions on knurling, I was reminded that while I had a previously made cut knurling tool, it was less than stellar output from it.
My first one was a design by Guy Lautard. It relied on sharpening the leading edge of a reguslar knurl wheel. Setting hte angle was fiddly, it moved too easily and it was tedious getting the thing on centre (which it turns out is vital to success).
We Can Do That Better made a clone of the Zeus RF231 large (which he wouldn't acknowledge was the source of his design") I'm not sure he had read the Zeus/Quick instructions, e.g. he ran the knurl over twice, which is not desirable.
I'm not sure he had read the Zeus/Quick instructions, e.g. he ran the knurl over twice, which is not desirable.
Having trolled the net in the past for home shop makeable designs, I settled on the Quick RF231-LD to pattern after.
The back plate is .25" O1 Starrett ground stock, because I have a bunch of it. The shank is cold rolled .375 thick by .5" wide, silver soldered to the back plate at a specific height. The wheel mount is 6061 AL. The wheel is mounted on that at a location such that a horizontal line across the wheel through the centre is at the same height as the top of the shank. This makes it easier to align the tool vertically.
I bought the wheels from Eurotech Tooling in Oakville. Wheels are CA$35, HSS bushings/washers are CA$58 or CA$108 for carbide ones. The wheel in the video is 21.5mm diameter, 5mm wide with an 8mm hole. The wheel fits like a glove on the bushing, glad I didn't try to make that myself.
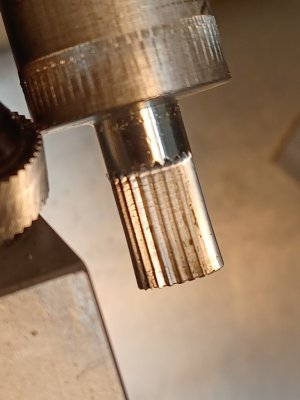
So, for the results: Yes boys and girls, this style of knurling is truly cutting. After a few tries to get the hang of it, there is a photo of stringy chips from coining a piece of 8.5mm diameter 6061. So no doubt that this tool cuts. Larger diameters result in chips, lots of them. 2 hpotos show without and with air blast.
Feeds/speeds: for the 8.5mm one it was turning at 1500 rpm, feed rate of 0.15mm/rev. the 21mm one was 1000rpm and same feed rate. Plunge in to pitch depth (so for a 1mm pitch wheel you go in 0.5mm radius/1mm diameter). The result is fully formed with sharp top. No visible diameter increase occured. (I didn't measure it).
To get horizontal coining the height has to be correct. Once I tweaked that I scribed a line on RH of back plate so I can realign if needed. The shank is angled slightly from 90dg, to get back clearance.
References:
-Zeus RF-231/LD https://www.hommel-keller.de/wp-content/uploads/2021/09/GA_zeus_231_DE.pdf (you can see what We Can ... cloned his from on RH side of this doc)
-Accu-Trak description of use: https://accu-trak.com/knurl-holders/cut-type-knurling.html
Cut knurl, no air blast
Cut knurl, with air blast
My first one was a design by Guy Lautard. It relied on sharpening the leading edge of a reguslar knurl wheel. Setting hte angle was fiddly, it moved too easily and it was tedious getting the thing on centre (which it turns out is vital to success).
We Can Do That Better made a clone of the Zeus RF231 large (which he wouldn't acknowledge was the source of his design
I'm not sure he had read the Zeus/Quick instructions, e.g. he ran the knurl over twice, which is not desirable.Having trolled the net in the past for home shop makeable designs, I settled on the Quick RF231-LD to pattern after.
The back plate is .25" O1 Starrett ground stock, because I have a bunch of it. The shank is cold rolled .375 thick by .5" wide, silver soldered to the back plate at a specific height. The wheel mount is 6061 AL. The wheel is mounted on that at a location such that a horizontal line across the wheel through the centre is at the same height as the top of the shank. This makes it easier to align the tool vertically.
I bought the wheels from Eurotech Tooling in Oakville. Wheels are CA$35, HSS bushings/washers are CA$58 or CA$108 for carbide ones. The wheel in the video is 21.5mm diameter, 5mm wide with an 8mm hole. The wheel fits like a glove on the bushing, glad I didn't try to make that myself.
So, for the results: Yes boys and girls, this style of knurling is truly cutting. After a few tries to get the hang of it, there is a photo of stringy chips from coining a piece of 8.5mm diameter 6061. So no doubt that this tool cuts. Larger diameters result in chips, lots of them. 2 hpotos show without and with air blast.
Feeds/speeds: for the 8.5mm one it was turning at 1500 rpm, feed rate of 0.15mm/rev. the 21mm one was 1000rpm and same feed rate. Plunge in to pitch depth (so for a 1mm pitch wheel you go in 0.5mm radius/1mm diameter). The result is fully formed with sharp top. No visible diameter increase occured. (I didn't measure it).
To get horizontal coining the height has to be correct. Once I tweaked that I scribed a line on RH of back plate so I can realign if needed. The shank is angled slightly from 90dg, to get back clearance.
References:
-Zeus RF-231/LD https://www.hommel-keller.de/wp-content/uploads/2021/09/GA_zeus_231_DE.pdf (you can see what We Can ... cloned his from on RH side of this doc)
-Accu-Trak description of use: https://accu-trak.com/knurl-holders/cut-type-knurling.html
Cut knurl, no air blast
Cut knurl, with air blast
Attachments
-
 IMG_20220907_145036 (Medium).jpg163.1 KB · Views: 35
IMG_20220907_145036 (Medium).jpg163.1 KB · Views: 35 -
 IMG_20220911_142026 (Medium).jpg283.1 KB · Views: 33
IMG_20220911_142026 (Medium).jpg283.1 KB · Views: 33 -
 IMG_20220911_142055 (Medium).jpg99.3 KB · Views: 27
IMG_20220911_142055 (Medium).jpg99.3 KB · Views: 27 -
 IMG_20220911_142300 (Medium).jpg238.4 KB · Views: 28
IMG_20220911_142300 (Medium).jpg238.4 KB · Views: 28 -
 IMG_20220911_142835 (Medium).jpg267.6 KB · Views: 31
IMG_20220911_142835 (Medium).jpg267.6 KB · Views: 31 -
 IMG_20220828_133346 (Medium).jpg161.3 KB · Views: 37
IMG_20220828_133346 (Medium).jpg161.3 KB · Views: 37
Last edited:
