DPittman
Ultra Member
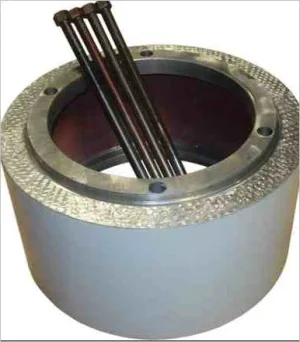
I have a 6x26 milling machine that was born with a very short Z axis envelope. I'm thinking I would like to someday attempt a riser block for it. I'm wondering about how you would go about milling out the pockets for the bolts as seen in the image? ( obviou
 sly my milling experience is extremely limited as I dont even know what the proper milling technique would be for this operation, so my apologies for the ignorance).
sly my milling experience is extremely limited as I dont even know what the proper milling technique would be for this operation, so my apologies for the ignorance).

")