I needed a very long cleaning rod for my Palma rifle. I need one 54" long. The only ones long enough are from BoreTech. But to get it from the USA was going to cost an arm and half a leg. So I figured I might as well go ahead and spend a small fortune in time and money making one!!
The rod is easy enough, 1/4" precision ground, and straight stainless, from McMaster. 6 feet of it! I'll do it up in the next couple days.
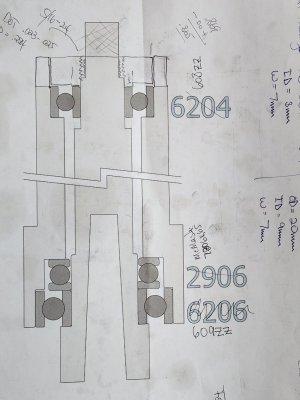
The handle was a different story. 2 NSK radial bearings: 1-609zz; 1-608zz, and a thrust bearing. So basically a spindle. It's a prototype now, but works perfectly well as is. Gleaned the diagram from the web, and sort of copied it. The shaft and handle is aluminium. I'll probably make the shaft out of stainless whenever I get around to it.
The rod is easy enough, 1/4" precision ground, and straight stainless, from McMaster. 6 feet of it! I'll do it up in the next couple days.
The handle was a different story. 2 NSK radial bearings: 1-609zz; 1-608zz, and a thrust bearing. So basically a spindle. It's a prototype now, but works perfectly well as is. Gleaned the diagram from the web, and sort of copied it. The shaft and handle is aluminium. I'll probably make the shaft out of stainless whenever I get around to it.