slow-poke
Ultra Member
Looking for Ali Express type suggestions for a carbide insert tool holder and inserts for chamfering the open end after facing when using a lathe
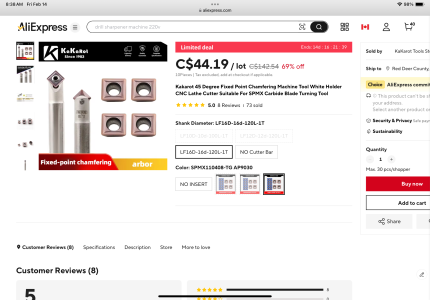
I have been using SDNCN1212H07, however would prefer something with a smaller angle and ideally a holder that projects to the left.
Something like the blue one in the image below.

I have been using SDNCN1212H07, however would prefer something with a smaller angle and ideally a holder that projects to the left.
Something like the blue one in the image below.
Last edited:

")






 .
.