Hi everyone.
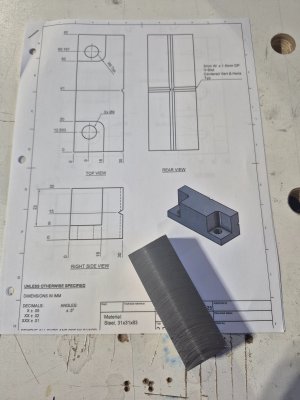
I have a piece of steel (appears to be hot rolled). It's 38.5mm x 38.5mm x 85mm and I need to reduce it to 30x30x82.
The machines I have available are a benchtop mini mill (King vs15) and a DMC2 Mini CNC and unfortunately, I'm not properly setup (yet) to cut the excess off with a saw.
Questions: (Keeping in mind any option will probably take a while).
1. Which would be the better machine and best process.
2. If CNC, which is better, Face mill it off or 2D Contour?
3. If Mill, what would be a good DOC?
Thanks. Always open to suggestions.
Cheers
I have a piece of steel (appears to be hot rolled). It's 38.5mm x 38.5mm x 85mm and I need to reduce it to 30x30x82.
The machines I have available are a benchtop mini mill (King vs15) and a DMC2 Mini CNC and unfortunately, I'm not properly setup (yet) to cut the excess off with a saw.
Questions: (Keeping in mind any option will probably take a while).
1. Which would be the better machine and best process.
2. If CNC, which is better, Face mill it off or 2D Contour?
3. If Mill, what would be a good DOC?
Thanks. Always open to suggestions.
Cheers