Durable High Accuracy 0.0006 TIR Accessories for Lathe Use
hmm.... to believe, or not to believe... that is the question
Hahaha.... That's almost exactly what I was thinking when I saw that claim at that price!
Durable High Accuracy 0.0006 TIR Accessories for Lathe Use
hmm.... to believe, or not to believe... that is the question
Are these things really worth it? So far, I'm not sold.
My little mill/drill came with an ER 40 collet set when I bought it, then I bought a new nut and made a chuck for my lathe..... Fortunately for me I have a complete metric transposing gear set, so that part was pretty easy. The nice part of making your own lathe chuck, it's going to be pretty true to your lathe. I use mine a lot more than I thought I would, so much more compact.I've been thinking about getting a ER32 collet chuck for my lathe as the max through size aligns with my spindle bore. $80 on AliExpress, not including a collet set. Are these things really worth it? If I got a collet set, I'd probably get a R8 chuck for the mill as well. So far, I'm not sold.
My little mill/drill came with an ER 40 collet set when I bought it, then I bought a new nut and made a chuck for my lathe.....
My collet chuck is threaded to the spindle, the 1 1/2" 8tpi was my first internal thread cut on the lathe. Once I had the treads cut, I took off my three jaw and threaded the beginnings of my collet chuck onto the spindle and finished it out. At some point I slipped a collet over a piece of steel between centers and picked up the taper with the compound and put the taper into the chuck.Please tell me a bit more about this adventure of yours. Is your home made chuck a Morse taper? In other words, what I'm wondering most about is how you connected the collet system to your spindle? There are times when I might prefer the better clamping of an er32 over the 5C. But an MT connection to the spindle bore might negate that.
My spindle is an MT5 with a D1-5 cam lock head.
I'm not really sure how concentric my spindle MT is to the spindle axis. I'd guess it's pretty good, but I'm not sure because I have never measured it. In fact, I've never measured the outside taper either! I've only measured and optimised the system concentricity. Did you index the collet holder to the spindle somehow? Was it even necessary?
")
My spindle is an MT5 with a D1-5 cam lock head.
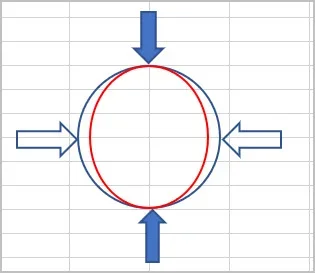
Threaded spindles present different challenges vs. camlock because there are (lathe model dependent) more degrees of freedom that have to be addressed for repeatability. The thread is primarily a retention mechanism, tightening keeps the chuck in position axially. But ideally the chuck is also 'registered' on some radial surface to mitigate looser tolerance threads factoring into concentricity. Think of a nut & bolt analogy. If the pitch diameter of the female thread is oversize relative to PD of male thread, then there is nothing guaranteeing the axis of male will coincide to axis of female even though the threads are 'engaged' & 'tight'. Axis misalignment is another way of saying 'runout'. And this (2D) misalignment is simplistic because the chuck axis could point in another direction in 3D space depending on how loose the thread tolerance is. That condition could see a lower runout reading near the chuck, but much worse runout on the part further outboard of the chuck. The only way this 'thread only' system works is with a precision thread. Which means very tight tolerances, not as forgiving to debris, wear & tear & generally more expensive. An integrated registration boss takes care of most of this stuff.
IMO if you have D1-X and considering ER collet system, use the spindle for how it's intended. You have an accurately ground external nose taper & vertical face which simultaneously register to the matching chuck surfaces. You have a cam/pin system that draws the chuck axially into these mate surfaces, so a good recipe for concentric repeatability. If you get the ER collet system with radial adjustment set screws (Bison calls it Set-Tru, Gator calls it Tru-Turn, others call it.....etc.) now you can further dial in the collet axis to the spindle axis independent of the spindle geometry. The spindle inside taper (MT5) has nothing to do with this. Well, unless you want to further enhance the system with a stop or something additionally useful.
")
That's why I never bothered to measure the concentricity of my MT5 taper. I
For that reason, my favorite chuck is my Bison 5C Collet chuck. That's why it lives on my lathe so much.
having a MT spindle greater than 4.5, one might consider making a spindle nose adapter and draw bar for your 5C collets.
... but one of the main reasons for going ER is the superior gripping power on imperfect stock.
Hmmmm, why 5C instead of ER32? I know I need the Drawbar either way, but one of the main reasons for going ER is the superior gripping power on imperfect stock.
Also, I have a hard time imagining what a simple MT chuck for 5C would look like. The MT arbour would need a draw bar and then another draw bar would be needed for the Collets. A double draw bar (maybe tube and bar) is getting kind of complicated.
I'm curious why you say this. I would normally associate collets to be primarily used on quite accurate stock. By that I mean low deviation to a circular section. I think ER's require more tightening torque as a function of their design & that's a function of their ability to span a larger diameter range vs 5C / other collet systems. But, at least to my understanding, I don't think collet elements in general can independently conform to irregular section shapes because they are constrained by the conical wedge surfaces which collapses them? More the opposite - I thought a good way to bugger up a collet was gripping irregular stock because all that tightening force becomes concentrated on reduced area of individual collet elements. Permanent distortion if stress exceeds yield. What am I missing here?
Either can work, however for all the usual reasons, split collets are preferable for work holding. Why would you need a drawbar with an ER 32?
Its simplicity itself, no chuck in the usual use of the term, just an adapter. The adapter fits the morse taper and then is bored out to fit the 5C collet (4.5 was created to fit 5C's, anything smaller won't) The adapter doesn't fall out on its own, its a MT, and when machining its all held in place as its sandwiched between the collet and the spindle, i.e. collet is pulled into the adapter by the draw bar. Great on a small/medium lathe, on larger ones not so convenient...e.g. ones where you can't both ends of the spindle easily
I'm not sure how you get a stuck MT5 adapter out with that arrangement unless the Drawbar has a second shoulder for the backside of the adapter. It would help if I could actually see one.
. 2008, some kids off at university, some still being run around for hockey practice. Thats a SM with a D1-3 camlock and MT 4.5 taperSame as a lathe centre, tap it out with a rod with a brass or AL pad on the end. Ideally the brass or AL pad is close to the diameter of the adapter small end and it comes out easily (collet is already removed of course and drawbar withdrawn)
I can't believe how organized I am that I can find these photos lol - you've sent me on a nice trip down memory lane
View attachment 18122
Just got mine from LMS. It also says 3000 rpm max and "K72-125", and branded as a Sanou. Checked Amazon first but none in stock. Got it with the conversion plate for my Vevor 7 x 12.Anyone have any experience with these chucks? https://www.amazon.ca/4-Jaw-Independent-Fixture-Powerful-Clamping/dp/B08GYKJ1QB/ref=sr_1_2_sspa?crid=171IIZOF3EEBD&dchild=1&keywords=4+jaw+chuck+125mm&qid=1635216889&sprefix=4+jaw+chuck+125+mm,aps,144&sr=8-2-spons&psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUE3TVpWVkpGSUtMSEwmZW5jcnlwdGVkSWQ9QTA0ODA4MzcyU005VktCN0ZKMk8xJmVuY3J5cHRlZEFkSWQ9QTAyNTQyNTQzSlNFTk83WjJEVTRIJndpZGdldE5hbWU9c3BfYXRmJmFjdGlvbj1jbGlja1JlZGlyZWN0JmRvTm90TG9nQ2xpY2s9dHJ1ZQ==
The same chucks with the exact same markings are for sale on Amazon for $80 - $245. They are also available from Aliexpress, but the $100 shipping kills the deal.
I have a Craftex 9x 18 and am looking for a 4 jaw option. BB has (none in stock) for $219.
Is there difference in the quality at these various price points, or just different profit margins?
Thanks!