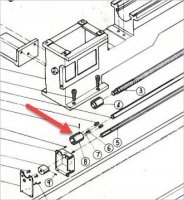
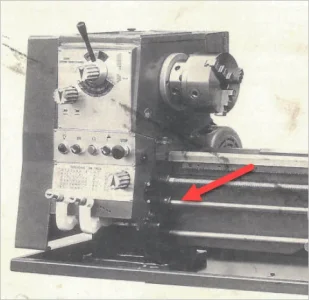
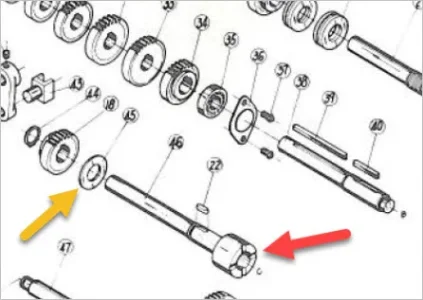
After some moderate steel cutting I started to hear a click-click sound from what I'm pretty sure is the the clutch area. I'm pretty sure nothing let go like a shear pin. I can traverse carriage drive under no load but if I put resistance on the hand wheel or cutting, the clicking returns & it basically carriage stalls. I think that's what these set screws & springs are about. But thought I'd ask first in case anyone has experienced this & has recommended adjustment or diagnosis expereince. Here are pics from the manual.
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
14x40 lathe clutch issue
- Thread starter PeterT
- Start date
JohnW
(John)
That is an adjustable slip clutch. The lathe at Protospace ran into this problem when the carriage was run a little too hard. When I took it apart, I found the springs were all bent and compressed. I stretched them out to a semi-consistent length, then re-installed them. I just installed the set screws to a consistent depth, and then tightened them one turn at a time until it would only slip when I put several pounds of force on the hand wheel. I figured that feeding should not be done with more than that force. I found a e-bay seller with new springs for $0.50 each. If I remember correctly, the replacements were 6mm OD x 20mm long x 0.9mm wire. Yours are probably different.
Thanks John. I tightened the set screws 1/4 turn at a time & got the noise to reduce & then go away after 3/4 turn or so. Figured I was home free, only did very light passes under power feed & then heard this scuff-scuff noise again.
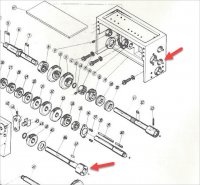
I took it apart & seems consistent with what you are suggesting. The balls & V-grooves look in good shape. The springs are still in their recess, so I guess next step is remove & examine. Is the purpose of this clutch to make a racket slip, & let go so it doesn't take out a shear pin or something? (Not that I can see where a shear pin is located to check anyway). I'm noticing another potential issue. With no gears engaged, if I rotate that shaft by hand it seems pretty smooth but maybe resistance in one spot. I don't feel substantial play. I think both ends are supported by bearings so removing this assembly wont be pretty if that's the case. Dang. Bad timing. I have my model engine crankshaft chucked up.
I took it apart & seems consistent with what you are suggesting. The balls & V-grooves look in good shape. The springs are still in their recess, so I guess next step is remove & examine. Is the purpose of this clutch to make a racket slip, & let go so it doesn't take out a shear pin or something? (Not that I can see where a shear pin is located to check anyway). I'm noticing another potential issue. With no gears engaged, if I rotate that shaft by hand it seems pretty smooth but maybe resistance in one spot. I don't feel substantial play. I think both ends are supported by bearings so removing this assembly wont be pretty if that's the case. Dang. Bad timing. I have my model engine crankshaft chucked up.
Attachments



JohnW
(John)
I don't think there will be a shear pin. That is the purpose of this clutch. If the feed torque is too high, it will slip by pushing the balls out of the v-grooves. The slip torque is set by the springs.
If the springs are collapsed, you don't want to set the set screws in too far since it will not be able to slip in that case. There needs to be enough room for the spring to collapse and the ball to get pushed out of the groove so it can slip. You may be able to fix it by just cleaning the gunk off of everything, making sure the springs are in good shape and using fresh oil or maybe moly grease when re-assembling. Really old oil tends to turn into something with the consistency of honey. It is a pretty simple mechanism. Way better than a shear pin IMHO.
If the shaft in the gearbox is not moving smoothly, you need to disassemble the gearbox, but if the resistance is small and it is not making noises, it is probably not a big deal. Turning the feed shaft drive is probably rotating a couple of gears and there will always be some resistance. An oil change on an old gearbox is rarely a bad idea.
If the springs are collapsed, you don't want to set the set screws in too far since it will not be able to slip in that case. There needs to be enough room for the spring to collapse and the ball to get pushed out of the groove so it can slip. You may be able to fix it by just cleaning the gunk off of everything, making sure the springs are in good shape and using fresh oil or maybe moly grease when re-assembling. Really old oil tends to turn into something with the consistency of honey. It is a pretty simple mechanism. Way better than a shear pin IMHO.
If the shaft in the gearbox is not moving smoothly, you need to disassemble the gearbox, but if the resistance is small and it is not making noises, it is probably not a big deal. Turning the feed shaft drive is probably rotating a couple of gears and there will always be some resistance. An oil change on an old gearbox is rarely a bad idea.
Well.. a few steps forward & then backwards again. I inspected the springs. They both looked good, not mangled but were slightly different length. They aren't like super quality to begin with so who knows if this is exactly what they looked like new. I stretched them a smidge, maybe 0.030" & equalized lengths. I practiced sticking the balls in the clutch grove with grease to stay put & getting the clutch body aligned to them. That part is fiddly went ok.
But even on initial disassembly I could tell something was fishy about the cross hole drilled in the rod. You could see it was slightly off center, almost like it was hand drilled. They aren't machined & centered. And I could see a false attempt roll pin stamp just adjacent to the hole. Maybe unrelated, I'm not sure. I had this same cross hole issue on my power feed selector shaft, in fact those (metric) roll pins are still on the slow boat from China. After a few false tries & poking a rod through the hole I finally figured out there was only one possible orientation to re-assemble. In ,y prior assembly I just used slight tapping on the roll pin but by now it was looking a little distorted so I didn't want to risk it. I jerry rigged a 8-32 cap screw which fit the roll pin hole snug until I get another.
I rotated the shaft by hand again & this time couldn't feel any resistance, so figured maybe I just had the feed selector knob not quite in neutral before? After some adjustment to the ball set screws it seemed to behave itself. First I traversed & held resistance on the carriage wheel. It sounded a bit different under load but I normally don't listen for this anyway. Then I tried a 0.005" DOC pass, seem to go smooth, then detected some resistance at a certain point that altered the finish a bit. But this is where I was experiencing issues here before so figured maybe just irregular surface there. I tried another no-cut pass with firmer hand wheel resistance. This time it made a slight growl kicked the change gear lever out. WTF!?
I'm rather bummed right now. Mostly I wanted to keep working on my engine project & not fiddle fart with lathe issues. But I think its PITA unscheduled maintenance time & I'm not sure where to start. Maybe new springs will heal it. The so-called manual doesn't spec length so I guess try & find the right coil & cut some sizes. But if it something more involved like bearings or bushings or bent shaft then... ugh... Don't even want to think about that right now.
But even on initial disassembly I could tell something was fishy about the cross hole drilled in the rod. You could see it was slightly off center, almost like it was hand drilled. They aren't machined & centered. And I could see a false attempt roll pin stamp just adjacent to the hole. Maybe unrelated, I'm not sure. I had this same cross hole issue on my power feed selector shaft, in fact those (metric) roll pins are still on the slow boat from China. After a few false tries & poking a rod through the hole I finally figured out there was only one possible orientation to re-assemble. In ,y prior assembly I just used slight tapping on the roll pin but by now it was looking a little distorted so I didn't want to risk it. I jerry rigged a 8-32 cap screw which fit the roll pin hole snug until I get another.
I rotated the shaft by hand again & this time couldn't feel any resistance, so figured maybe I just had the feed selector knob not quite in neutral before? After some adjustment to the ball set screws it seemed to behave itself. First I traversed & held resistance on the carriage wheel. It sounded a bit different under load but I normally don't listen for this anyway. Then I tried a 0.005" DOC pass, seem to go smooth, then detected some resistance at a certain point that altered the finish a bit. But this is where I was experiencing issues here before so figured maybe just irregular surface there. I tried another no-cut pass with firmer hand wheel resistance. This time it made a slight growl kicked the change gear lever out. WTF!?
I'm rather bummed right now. Mostly I wanted to keep working on my engine project & not fiddle fart with lathe issues. But I think its PITA unscheduled maintenance time & I'm not sure where to start. Maybe new springs will heal it. The so-called manual doesn't spec length so I guess try & find the right coil & cut some sizes. But if it something more involved like bearings or bushings or bent shaft then... ugh... Don't even want to think about that right now.
So my first manual lathe had a small incident when i was moving. It was hit with the bobcat while we were loading up my shop and the feed rod got bent. It had a similar problem as you are describing. but it was really easy to fix i straightened it on the hydraulic press and you couldn't even tell it was ever damaged. check yours by setting it on some Vee blocks an spinning it.
Alex - I hear you on the feed rod. I was having a dajavu moment. When my lathe was new I noticed persistent spiral pattern overlaying an otherwise nice finish. The lathe was purchased from Modern Tool & they had a guy come out. He said it might be a bent/distorted shaft issue, particularly if any movers had a strap around it which is a no-no. The shaft got removed & now my memory is fuzzy (+15 years ago). I thought they ordered a new one from King because it took a while. (I think) he also made a bronze bushing for the side of the headstock casting where this shaft goes in, saying that was another not-so-good feature wear point of this lathe. Anyway, that's all ancient history. Its been cutting great up until this recent steel cutting episode. I was taking 0.015" DOC passes on coarse feed, 1144SP steel. I would not have thought this was excessive, but maybe it pushed an underlying issue? The motor loaded a bit & steel was warm but not groaning. As I progressed through the job I started to hear that click-click sound (clutch) which got progressively worse. I'm starting to wonder about that bushing now. If its worn or distorted, it might be masking an issue on the clutch. Maybe it has resistance or shows up under load?
That cross hole also has be wondering. That is the datum that sets the clutch housing in position. If its in or out that could the springs out of range. I'm not sure if Modern drilled it to suit. But that doesn't explain why it could be running good up until now. New springs is the easiest thing to pursue right now. Maybe I can find a length & cut some various lengths. I'm a little unclear what to take apart to get the shaft out but that would be the thing to check now.
Dabbler - if my crankshaft part was 90% done, yeah I'd finish it by hand wheeling vs. power feed. But I have a series of precision surfaces for various bearing fits. Based on some practice pieces, it needs to be maintained in the setup for the whole operation & power feeding is really the best way to sneak up on the OD for finish & fit. Actually only the counterweight OD portion is done, the reduced sections were just being roughed when the problems arose. If the lathe is iffy, now is the best time to remove the part & deal with the lathe. I can get back on track remounting the part dialing in with 4 jaw chuck & the end has 60-deg c/sink for TS center. I'm just impatient & PO'd - I want to make engine parts & not deal with maintenance issues right now. But it is what it is.
Regarding bypassing the balls & springs - actually I can move the carriage longitudinally with the crank wheel under non-power feed. But I wont risk power feeding by locking the clutch down. Its kind of like the fuse, next thing to break is something in the driveline which would be a much uglier & expensive problem. I think JohnW is right. On this style of lathe, there is no shear pin. I think that's what this clutch design is about, at least what I can determine on the power feed. Maybe there is shear pin on the threading driveline, not sure.
That cross hole also has be wondering. That is the datum that sets the clutch housing in position. If its in or out that could the springs out of range. I'm not sure if Modern drilled it to suit. But that doesn't explain why it could be running good up until now. New springs is the easiest thing to pursue right now. Maybe I can find a length & cut some various lengths. I'm a little unclear what to take apart to get the shaft out but that would be the thing to check now.
Dabbler - if my crankshaft part was 90% done, yeah I'd finish it by hand wheeling vs. power feed. But I have a series of precision surfaces for various bearing fits. Based on some practice pieces, it needs to be maintained in the setup for the whole operation & power feeding is really the best way to sneak up on the OD for finish & fit. Actually only the counterweight OD portion is done, the reduced sections were just being roughed when the problems arose. If the lathe is iffy, now is the best time to remove the part & deal with the lathe. I can get back on track remounting the part dialing in with 4 jaw chuck & the end has 60-deg c/sink for TS center. I'm just impatient & PO'd - I want to make engine parts & not deal with maintenance issues right now. But it is what it is.
Regarding bypassing the balls & springs - actually I can move the carriage longitudinally with the crank wheel under non-power feed. But I wont risk power feeding by locking the clutch down. Its kind of like the fuse, next thing to break is something in the driveline which would be a much uglier & expensive problem. I think JohnW is right. On this style of lathe, there is no shear pin. I think that's what this clutch design is about, at least what I can determine on the power feed. Maybe there is shear pin on the threading driveline, not sure.
Attachments

.015 is not much load as long as your feed was under .01" per rev and the part was not over 6" diameter. I had @Jwest7788 little craftex machine doing .075 depth of cut so about .15 off the diameter at .005 feed per rev and I didnt think that was pushing it too hard. @Janger had commented he didnt think that was possibke on a bench top machine. The setup and the tool is really important on these hobby machines. You could have overloaded if the cutter geometry was rubbing somewhere.
.015 is not much load as long as your feed was under .01" per rev and the part was not over 6" diameter. I had @Jwest7788 little craftex machine doing .075 depth of cut so about .15 off the diameter at .005 feed per rev and I didnt think that was pushing it too hard. @Janger had commented he didnt think that was possibke on a bench top machine. The setup and the tool is really important on these hobby machines. You could have overloaded if the cutter geometry was rubbing somewhere.
I was quite impressed at what you were doing on Josh's lathe. made me rethink what I've thought possible.
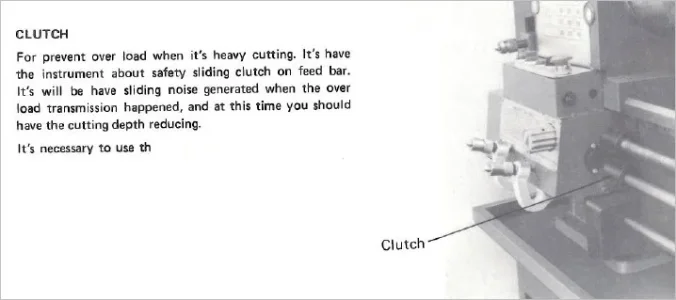
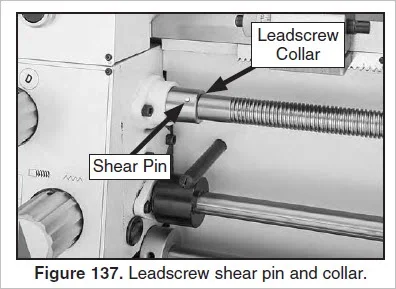
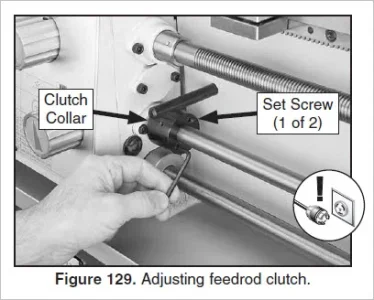
Grizzly G9730/G9731 manual to the rescue (very similar to my lathe in this respect). Pg 82 & 83 discuss the clutch.
http://cdn0.grizzly.com/manuals/g9731_m.pdf
But is it me or is the text in italics somewhat contradictory to the preceding adjustment guidance?
I'm getting a strong suspicion the 'enhancement' bushing in the headstock case that carries this shaft assembly is a contributing culprit. I can see it rotating when I rotate the shaft. Pretty sure it should be stationary & maybe that's causing the friction? But I don't feel any axial play on the rod itself.
I have to figure out how to remove the rod. It engages a bearing on the right hand side of a bearing block on the end of the bed (positions all 3 rods in the same way). Maybe the whole block comes gets unbolted from bed & shaft slides out through the carriage to the right?
Also note, a shear pin seems to be confined to the threading rod, not the power feed rod.
http://cdn0.grizzly.com/manuals/g9731_m.pdf
But is it me or is the text in italics somewhat contradictory to the preceding adjustment guidance?
I'm getting a strong suspicion the 'enhancement' bushing in the headstock case that carries this shaft assembly is a contributing culprit. I can see it rotating when I rotate the shaft. Pretty sure it should be stationary & maybe that's causing the friction? But I don't feel any axial play on the rod itself.
I have to figure out how to remove the rod. It engages a bearing on the right hand side of a bearing block on the end of the bed (positions all 3 rods in the same way). Maybe the whole block comes gets unbolted from bed & shaft slides out through the carriage to the right?
Also note, a shear pin seems to be confined to the threading rod, not the power feed rod.
Attachments


I can already see compression spring hunting is going to be fun. Its not a very common combination. The dimensions are
OD=0.245", Wire Diameter= 0.047", Free Length = 0.64", Coils ~9.
In metric that's about OD=6mm, WD=1.2mm, L=16mm.
Ideally would prefer longer length for me to free cut. This assumes they are not over-sprung or distorted.
Found something close on Ali. I wonder if trying to source form similar other lathe brand assuming they use same ones - but who knows what kind of stock?
OD=0.245", Wire Diameter= 0.047", Free Length = 0.64", Coils ~9.
In metric that's about OD=6mm, WD=1.2mm, L=16mm.
Ideally would prefer longer length for me to free cut. This assumes they are not over-sprung or distorted.
Found something close on Ali. I wonder if trying to source form similar other lathe brand assuming they use same ones - but who knows what kind of stock?
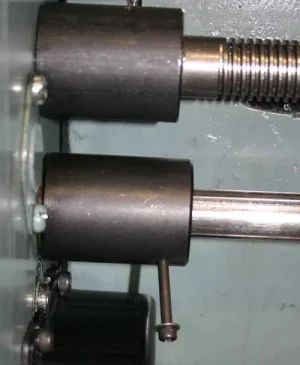
Some pics from tonight. You can see
- bronze bushing in the casting case I was mentioning
- the V-groove in clutch assembly
- cross hole in the power feed rod with temporary cap screw replacing roll pin. And yes, it does appear to have been drilled non-perpedicular.
- bronze bushing in the casting case I was mentioning
- the V-groove in clutch assembly
- cross hole in the power feed rod with temporary cap screw replacing roll pin. And yes, it does appear to have been drilled non-perpedicular.
Attachments


Last edited:
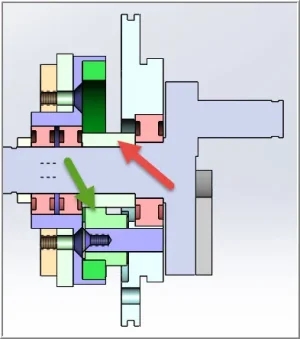
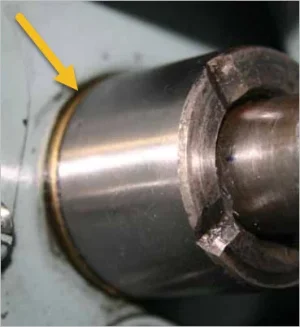
Has anyone had their power feed bar disassembled relating to what I think is a bronze spacer bushing? (=orange arrow). I can see it will rotate a smidge when under power. I mistook this for a bad sign assuming it was a permanent bushing in the headstock casting. But now I think its just a simple spacer washer? Which now has me wondering if it has worn slightly maybe that is the root issue. Maybe that affects the way the clutch body is positioned. But OTOH, the springs are what are supposed to compensate distance.
Having a tough time locating springs. Might try Modern Tool & cross my fingers their (somewhat similar Chinese 14x40 lathe) clutch springs are generically the same.
Having a tough time locating springs. Might try Modern Tool & cross my fingers their (somewhat similar Chinese 14x40 lathe) clutch springs are generically the same.
Attachments
Thanks Alex. From my Googling, some of the old models had brass (shear) pin on both threading rod & power feed rod. It was simpler & basically acted like a blown fuse. But there was also no warning or adjustability, it just shears. Most of the current gen has shear on threading rod & clutch on power rod. I was at Modern Tool on Friday & exact same thing on their 14x40's. I was eyeing up the dimensions for retrofitting if required.
My issue could be the clutch assembly but it could also be something else in the driveline. One of my suspicions is the worm gear assembly inside the apron. The power rod is keyway slotted & it drives a worm gear which drives the carriage or cross slide. Under power, that gear sees the load & could be its fit or end play has altered. It could also be the connecting shaft inside the headstock. Deeper investigation required. I need to isolate the power rod & see what's going on.
My issue could be the clutch assembly but it could also be something else in the driveline. One of my suspicions is the worm gear assembly inside the apron. The power rod is keyway slotted & it drives a worm gear which drives the carriage or cross slide. Under power, that gear sees the load & could be its fit or end play has altered. It could also be the connecting shaft inside the headstock. Deeper investigation required. I need to isolate the power rod & see what's going on.