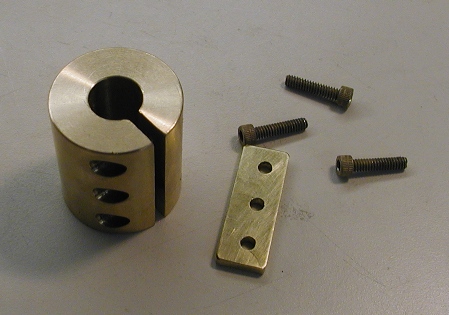
Just a quick one this evening, I’m looking for some advice from the depth of experience that hangs out in these parts. I’m working on a project (more later) and I have a bushing I want to slot and I could use the voice of experience before I get too far into the job. The part is:
Brass
Outside Dia: ~1.25”
Length: ~1.425”
Bore~0.5”
I want to cut a .125 wide slit along the length that breaks into the 0.5” bore. A 0.125” thick key fits in the slot and I want the fit to be “tight” without appreciable slop. The key will be held by fasteners which basically clamp the slot onto the key. Essentially, I’m making a bushing with an internal key.
I have two “slitting” tools on mandrels, one .125 thick (4” dia), one .117" thick even though it claims to be .125 (2.5 dia), my question is, can I depend on the .125 tool to cut close enough to .125 that the .125 key will be a “tight” fit or can I expect it to cut an appreciable amount wider in which case the .117" cutter comes to mind for a two (or more) pass process to sneak up on the .125 dimension?
The tools look like good quality pieces, they’re SKF and seem sharp even though they’re probably years old although the mandrels may not be high precision. I haven’t tried them, they came with the mill.
Also, should this be done in several passes (depth of cut) or right through in one pass?
What am I getting into here? Advice?
Thanks,
D
Brass
Outside Dia: ~1.25”
Length: ~1.425”
Bore~0.5”
I want to cut a .125 wide slit along the length that breaks into the 0.5” bore. A 0.125” thick key fits in the slot and I want the fit to be “tight” without appreciable slop. The key will be held by fasteners which basically clamp the slot onto the key. Essentially, I’m making a bushing with an internal key.
I have two “slitting” tools on mandrels, one .125 thick (4” dia), one .117" thick even though it claims to be .125 (2.5 dia), my question is, can I depend on the .125 tool to cut close enough to .125 that the .125 key will be a “tight” fit or can I expect it to cut an appreciable amount wider in which case the .117" cutter comes to mind for a two (or more) pass process to sneak up on the .125 dimension?
The tools look like good quality pieces, they’re SKF and seem sharp even though they’re probably years old although the mandrels may not be high precision. I haven’t tried them, they came with the mill.
Also, should this be done in several passes (depth of cut) or right through in one pass?
What am I getting into here? Advice?
Thanks,
D