Hi All,
Time to do something I had ignored for decades.
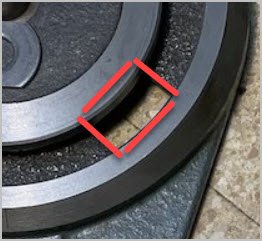
This involved machining a new curved tee nut to fit into the round tee slot in the swivel base of my most used milling machine vise. It is not too often that I need this swivel base but recently I did. I had employed the bodge of an upside down bolt as a substitute but it was both awkward and not that secure a fix. so...
It was a lot more work than I ever anticipated. See the first two photos for what I am talking about.
Not to go with a bodge this time I had to start by making some new parts for the setup needed. See photo 690. Can you guess what they do?
The problem is one has to align the threaded tee nut blank three different ways, i.e. it has to be set radially and central on the rotary table and it has to have the same radius as the vise base tee slot. Needless to say the tee slot blank has to be squared all around to start with and the rotary table centered under the spindle of the mill.
The last photo shows how the tee nut blank was set radially. The radial spacer also has to be square and machined to a length which will roughly result in the correct radius which, for this setup, was 70 mm as both my milling machine vise and my rotary table come from Japan. Fortunately, since this rotary table has two parallel tee slots one on each side of centre, I can use secondary spacers set from each side tee slot to accurately center the tee slot blank.
There also has to be a tertiary parallel spacer set under the tee nut blank itself and it will shortly become apparent why.
A lot of work for something so simple.
to be continued.
Time to do something I had ignored for decades.
This involved machining a new curved tee nut to fit into the round tee slot in the swivel base of my most used milling machine vise. It is not too often that I need this swivel base but recently I did. I had employed the bodge of an upside down bolt as a substitute but it was both awkward and not that secure a fix. so...
It was a lot more work than I ever anticipated. See the first two photos for what I am talking about.
Not to go with a bodge this time I had to start by making some new parts for the setup needed. See photo 690. Can you guess what they do?
The problem is one has to align the threaded tee nut blank three different ways, i.e. it has to be set radially and central on the rotary table and it has to have the same radius as the vise base tee slot. Needless to say the tee slot blank has to be squared all around to start with and the rotary table centered under the spindle of the mill.
The last photo shows how the tee nut blank was set radially. The radial spacer also has to be square and machined to a length which will roughly result in the correct radius which, for this setup, was 70 mm as both my milling machine vise and my rotary table come from Japan. Fortunately, since this rotary table has two parallel tee slots one on each side of centre, I can use secondary spacers set from each side tee slot to accurately center the tee slot blank.
There also has to be a tertiary parallel spacer set under the tee nut blank itself and it will shortly become apparent why.
A lot of work for something so simple.
to be continued.
Attachments




Last edited: