Marc Moreau
Marc Moreau
I am looking again for a variable speed press drill but I am scare about the electronic my Nova Voyager dvr did not work to long 2 or 3 year not to good service.
At my place I leave in residentiel place but I have no problem with neighbour's every body around are happy to see me. when they need me I'm there.
for the electricity is single phase 120 / 220 volts.
Leblond LTD have one LDP-25VS but I think that need 3 phase ? But is it good ?
Palmgren's have nice one with gear box I like that but I don't know if they have single phase ? and the price is around $ 8,318.00 US that's a lot of money.
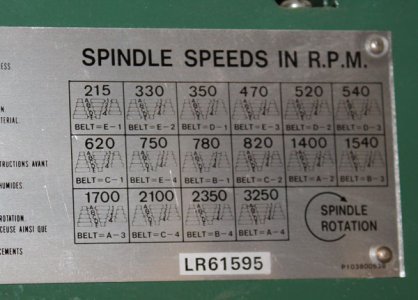
What I don't like about the belt drive you lost a lot's time to switch the belt . They are new model with a clutch that's nice but to get faster RPM you have to switch belt again but less time.
Any tip's or infos is very welcome. 1/8 drill 2500 RPM ? for steel 3/8 rpm for steel is 1000 and 1/2 drill for steel is 250
Most time I do all at 250 but with small drill on aluminium this is not good. Thank You
At my place I leave in residentiel place but I have no problem with neighbour's every body around are happy to see me. when they need me I'm there.
for the electricity is single phase 120 / 220 volts.
Leblond LTD have one LDP-25VS but I think that need 3 phase ? But is it good ?
Palmgren's have nice one with gear box I like that but I don't know if they have single phase ? and the price is around $ 8,318.00 US that's a lot of money.
What I don't like about the belt drive you lost a lot's time to switch the belt . They are new model with a clutch that's nice but to get faster RPM you have to switch belt again but less time.
Any tip's or infos is very welcome. 1/8 drill 2500 RPM ? for steel 3/8 rpm for steel is 1000 and 1/2 drill for steel is 250
Most time I do all at 250 but with small drill on aluminium this is not good. Thank You








") . An electronic speed controller (unless a servo with feedback) makes a poor speed controller for a machine tool as with a machine tool, you usually (if not always) want torque to increase as the speed goes down. HP is the product of speed and torque. For example, if you have 1/2 hp at 2500, and you use a vector VFD (constant torque) you will have 1/20 of a HP at 250 RPM. Good luck drilling a 1/2" hole with 1/20th HP. With a mechanical transmission (ignoring friction loses) torque would go up as speed went down meaning you'd still have 1/2HP @ 250rpm.
. An electronic speed controller (unless a servo with feedback) makes a poor speed controller for a machine tool as with a machine tool, you usually (if not always) want torque to increase as the speed goes down. HP is the product of speed and torque. For example, if you have 1/2 hp at 2500, and you use a vector VFD (constant torque) you will have 1/20 of a HP at 250 RPM. Good luck drilling a 1/2" hole with 1/20th HP. With a mechanical transmission (ignoring friction loses) torque would go up as speed went down meaning you'd still have 1/2HP @ 250rpm.