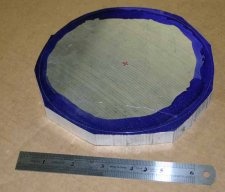
I see. Reason I ask is I had to make some thin disks, not that big of diameter though. They were just too thin for the chuck jaws to grip properly. On aluminum stock & smaller diameters I had pretty good luck CA gluing the material on a sacrificial machined piece of scrap. Then use mild torch heat to unset the glue (off the lathe of course). But it still makes me nervous. On larger, heavier stock like yours no way I would trust adhesive
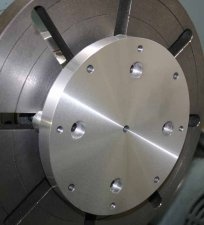
My other idea, which I never got around to, was kind of a universal tooling plate that gets bolted to face plate from behind. It has an array of closely spaced threaded holes & I could use thin edge holding clamps around the perimeter. There are some fancy clamps that move inward with cam action, but I found that basically 0.1" thick steel washers hold pretty good especially if there are lots of them around perimeter to share the load. I wouldn't trust this for eccentric turning.
If there any holes on the part itself to serve double duty to bolt to faceplate with standoffs, that's another solid technique. But the bolt heads have to be flush for cross feeding (or at least temporarily if they can be drilled out later), so only works in certain applications.