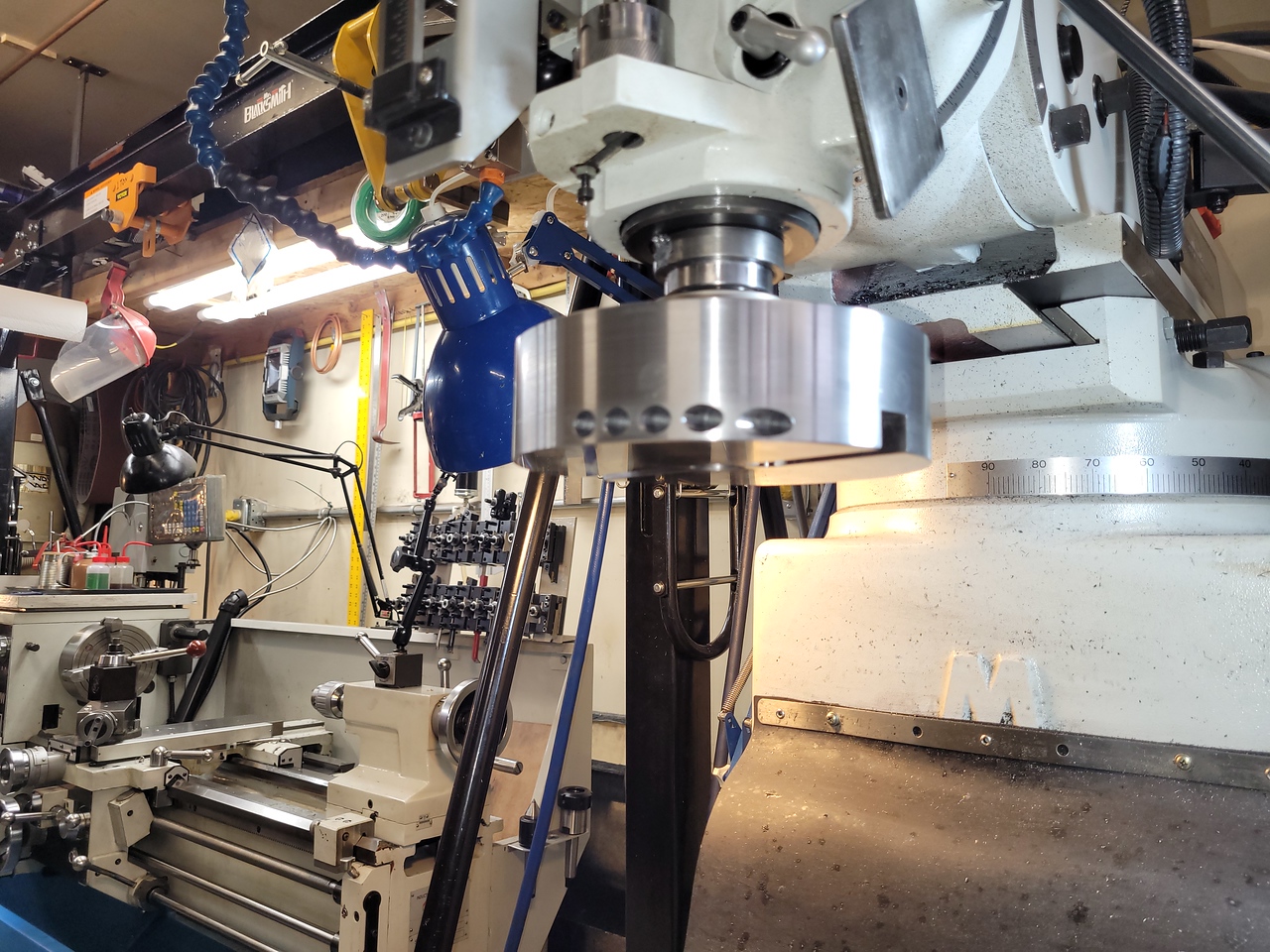
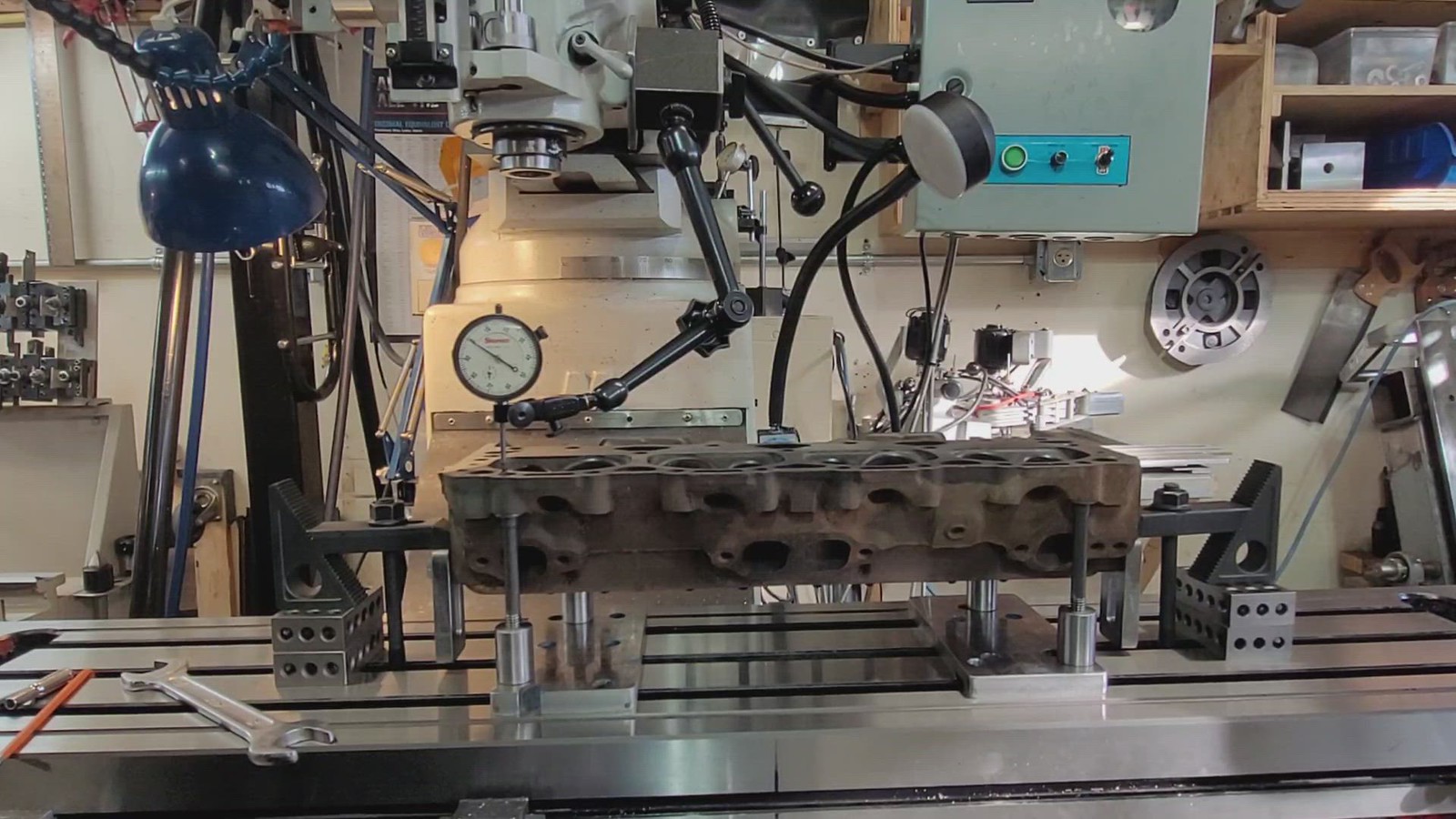
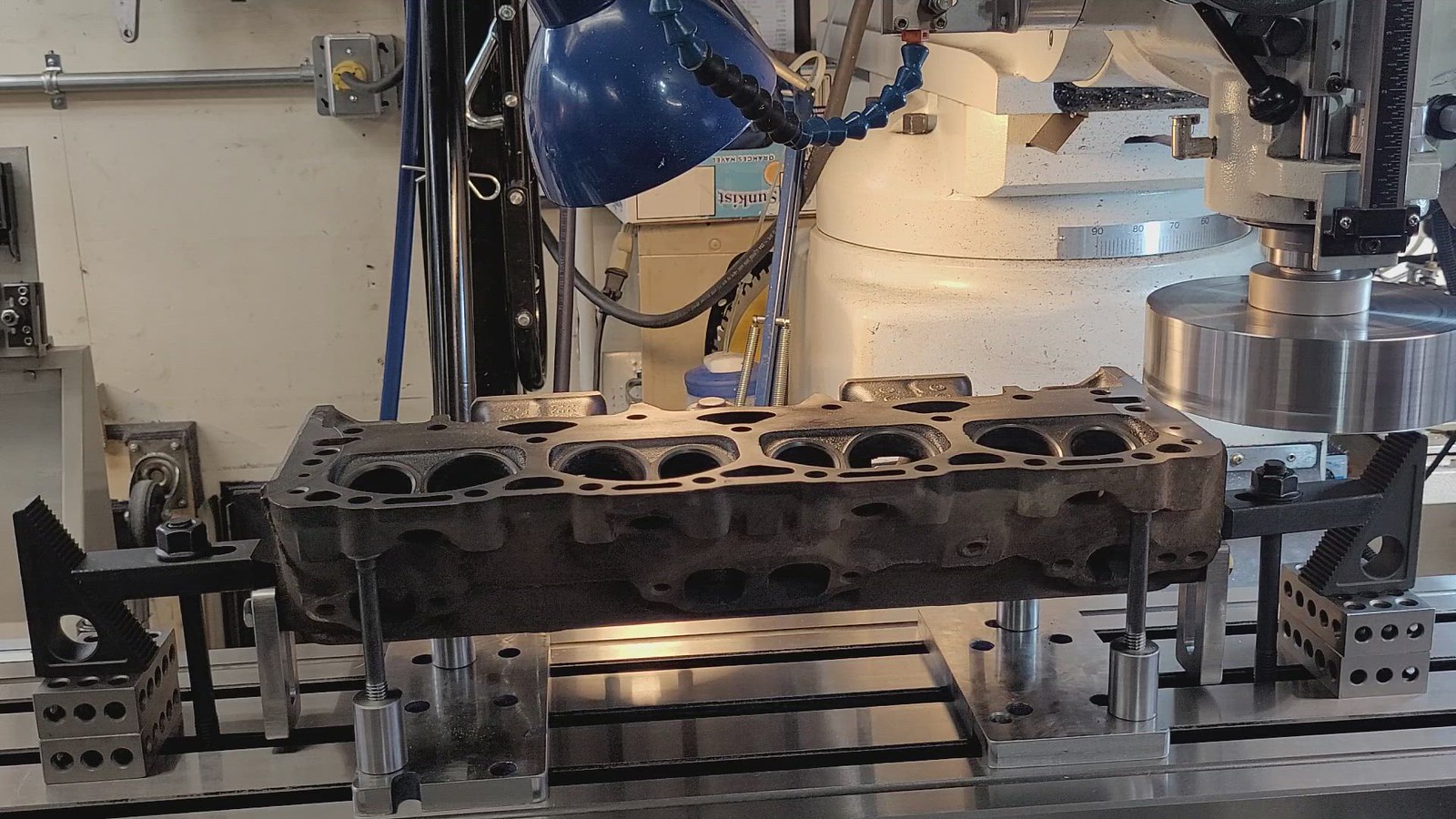
I have a flycutter that I made many years ago. It’s served it’s purpose and works OK for machining pieces less than 6” across. I have used different 5/8” shank lathe tools, both positive and negative rake with varying results as shown in these pics.
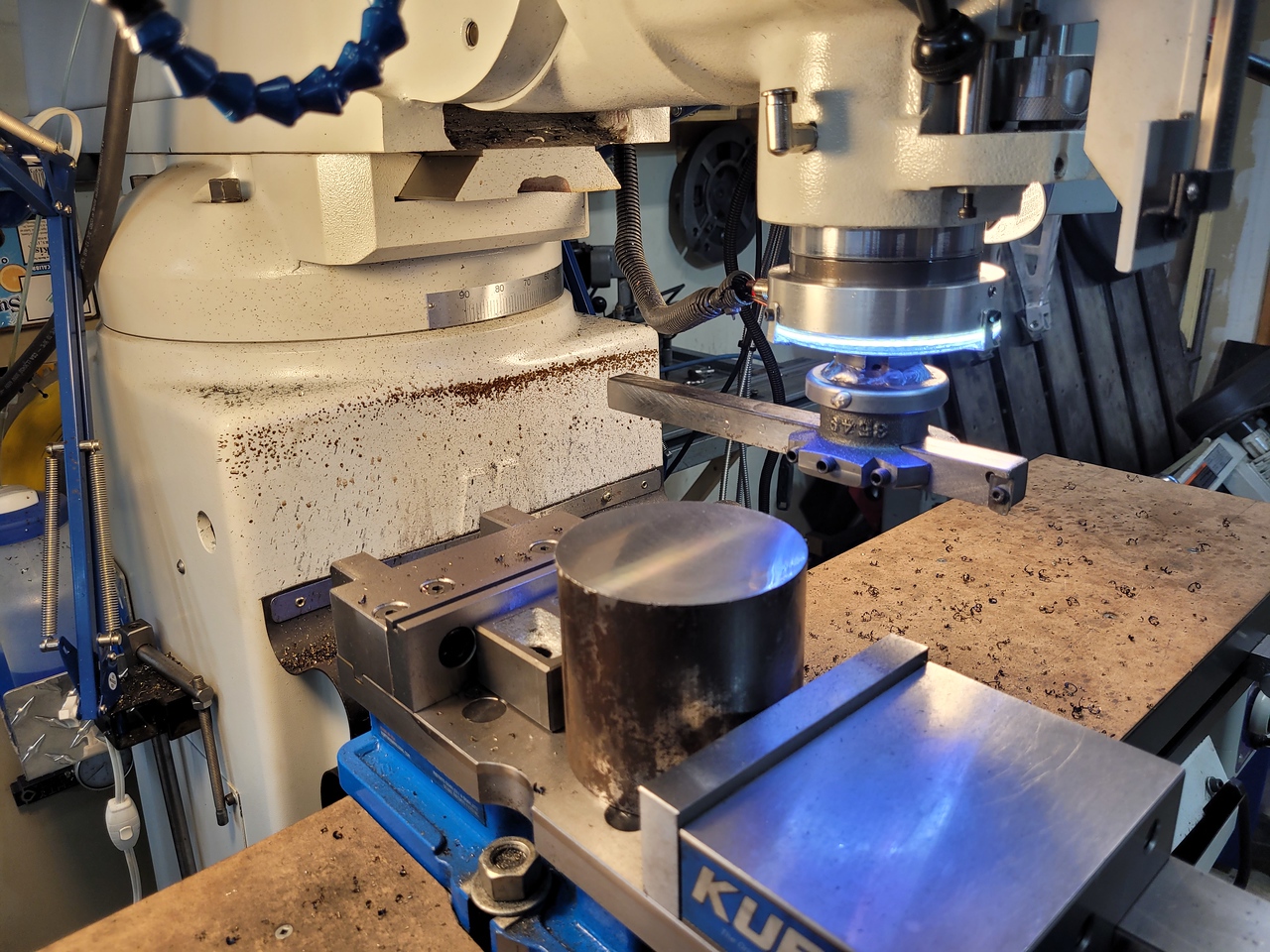
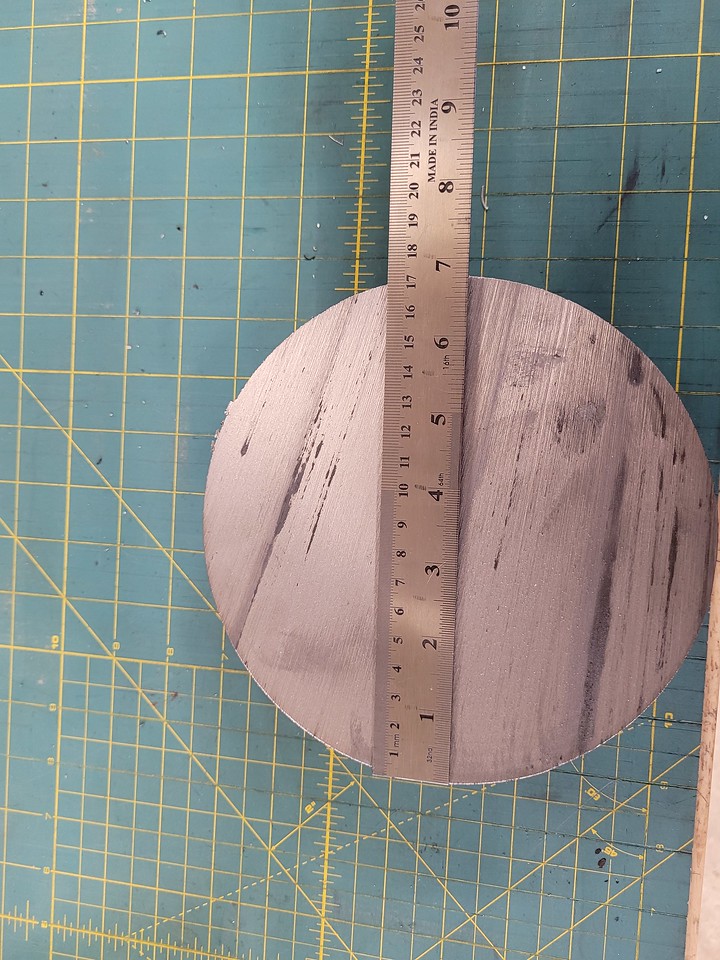
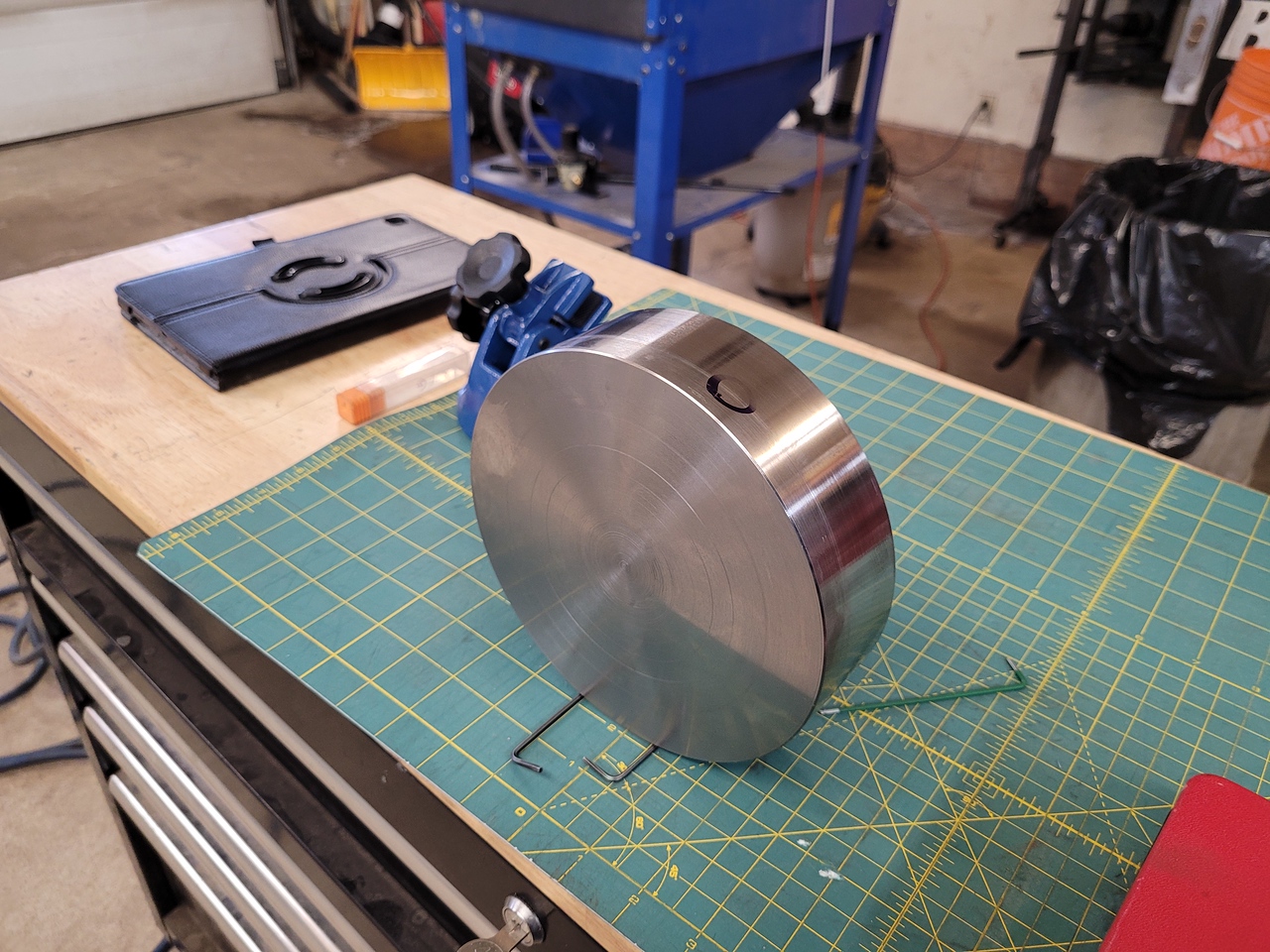
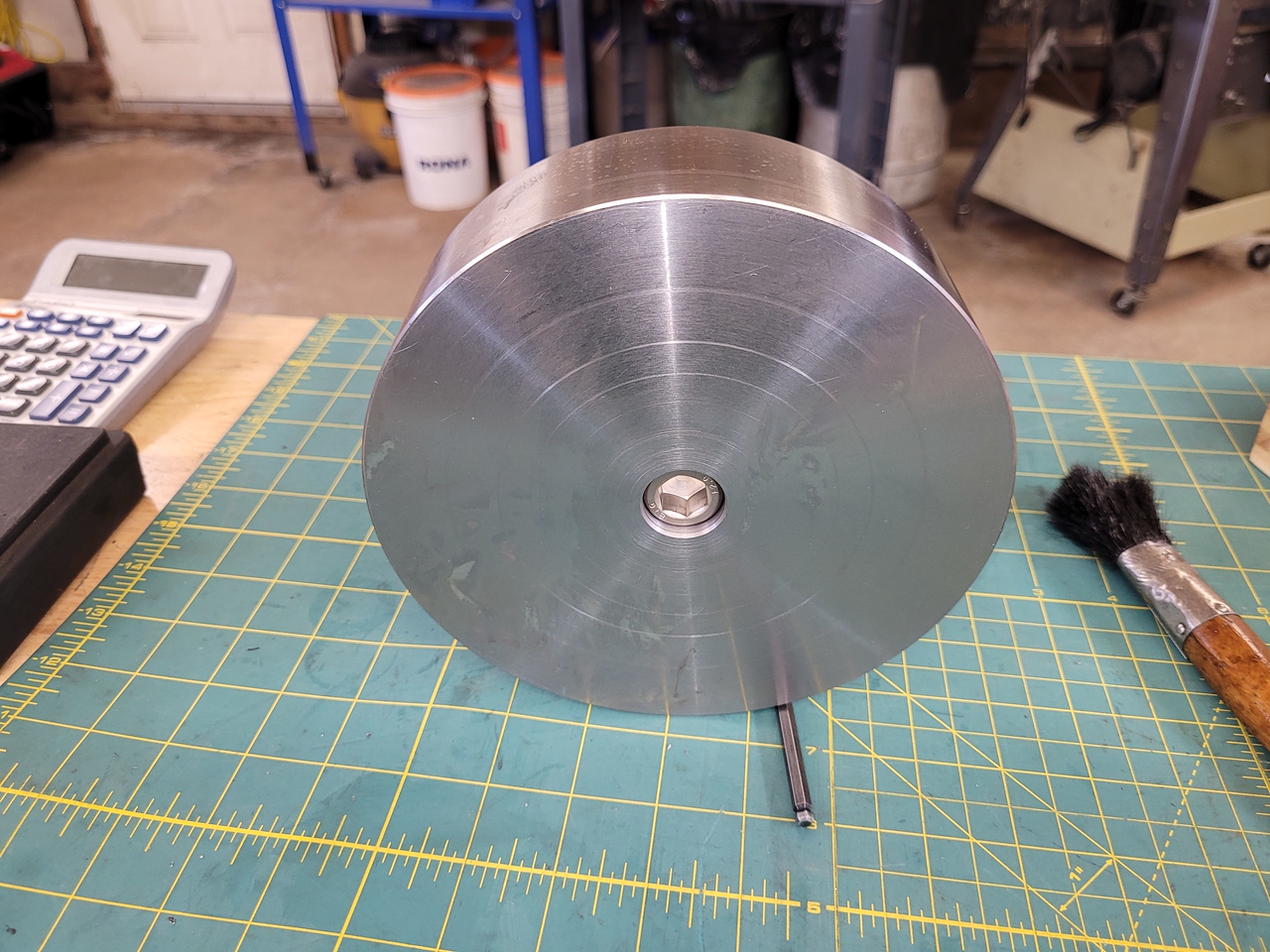
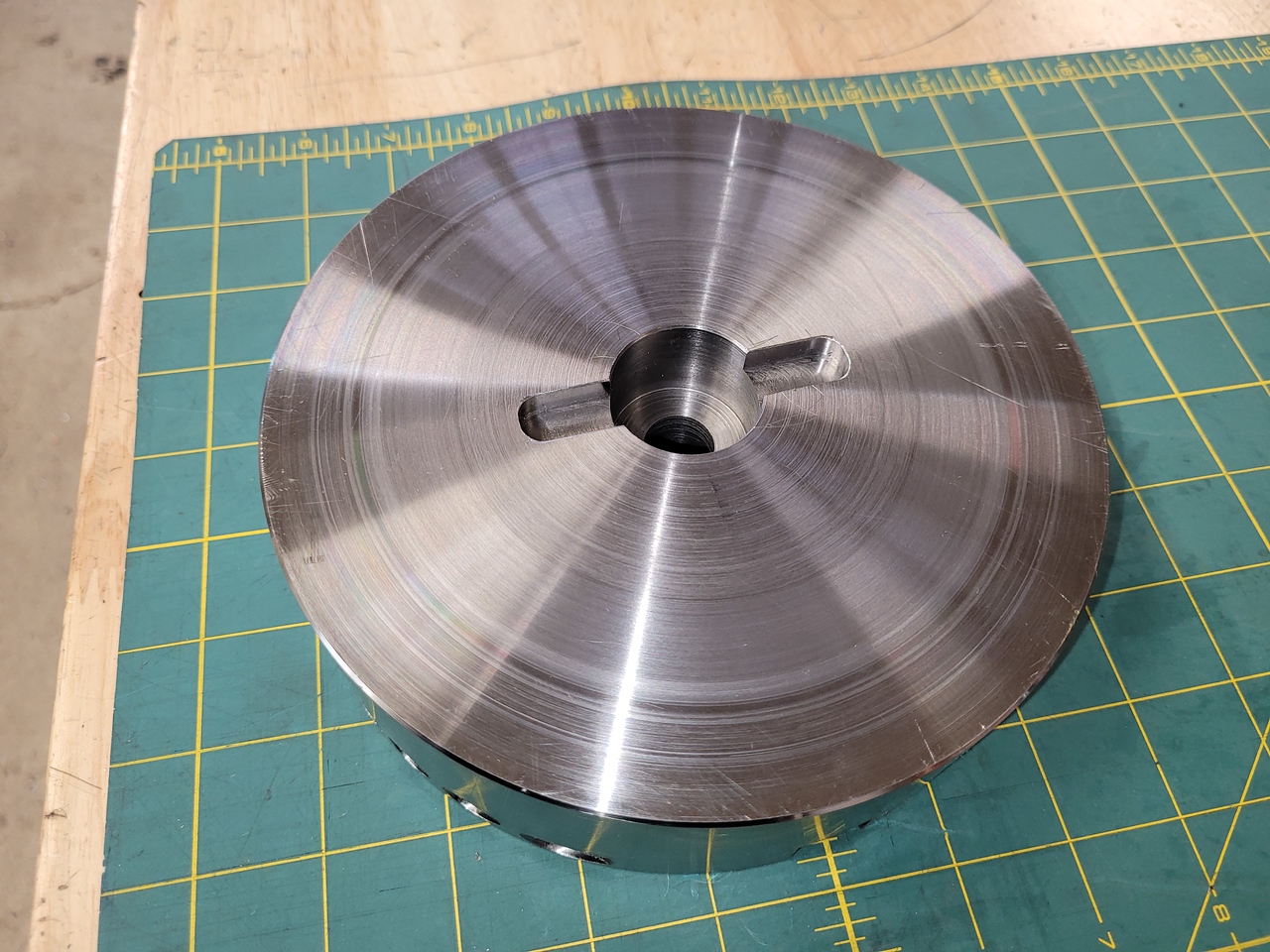
When I’ve tried to use it at larger diameters it has proved to be not rigid enough and starts to chatter and produce and poor finish. I have recently seen a few large diameter flywheel style type flycutters on youtube and ebay that got me interested in making one myself. None of the info I found gave me a feeling that one design was better than another or that 1 insert cutter type was preferred. I decided to build one that can use any style insert that I can make or buy a holder to fit. I bought a 1.25” R8 facemill holder on amazon and used a 2” thick slice of 6.75” 4140 material from the log I got several years ago.


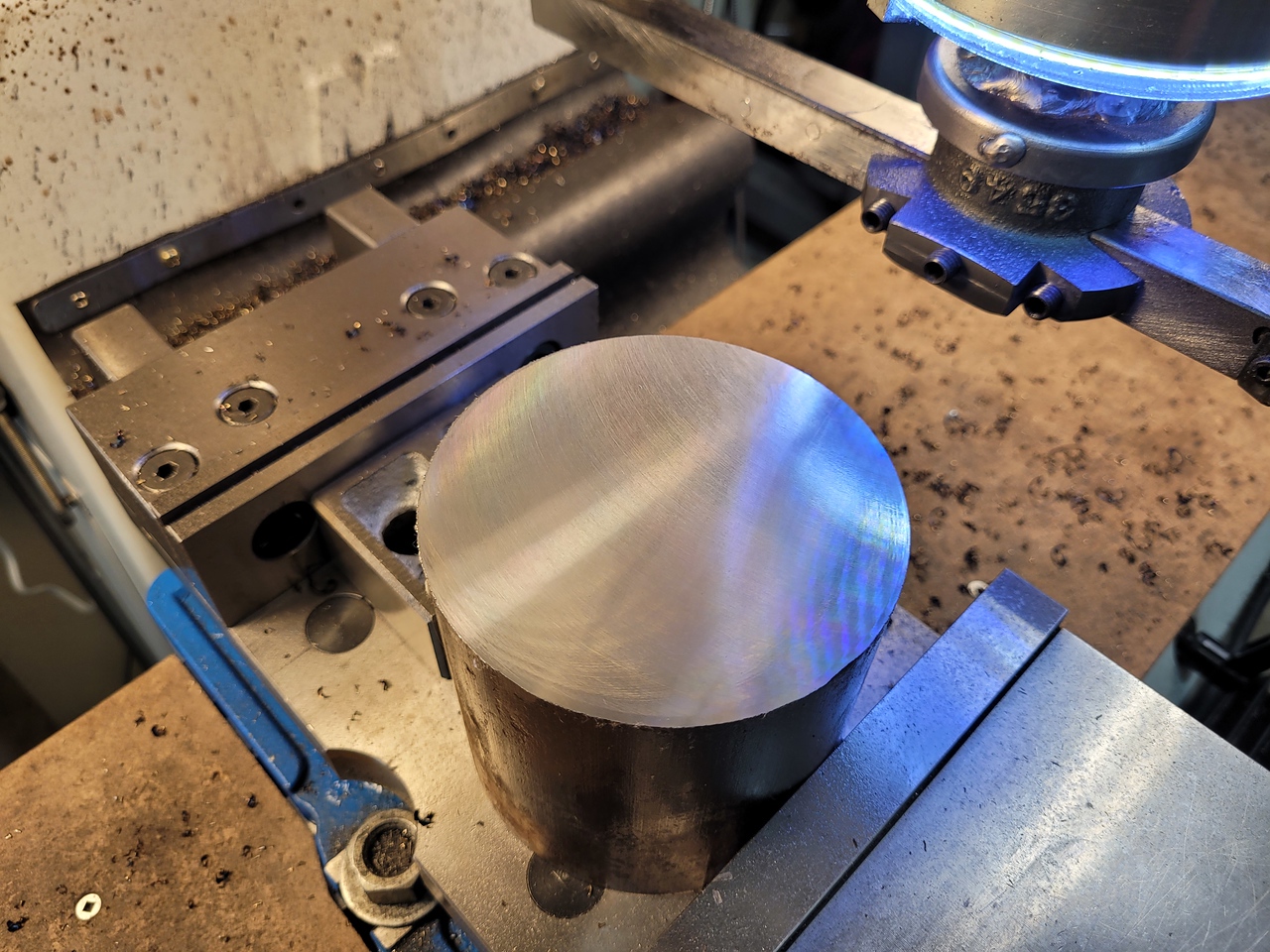
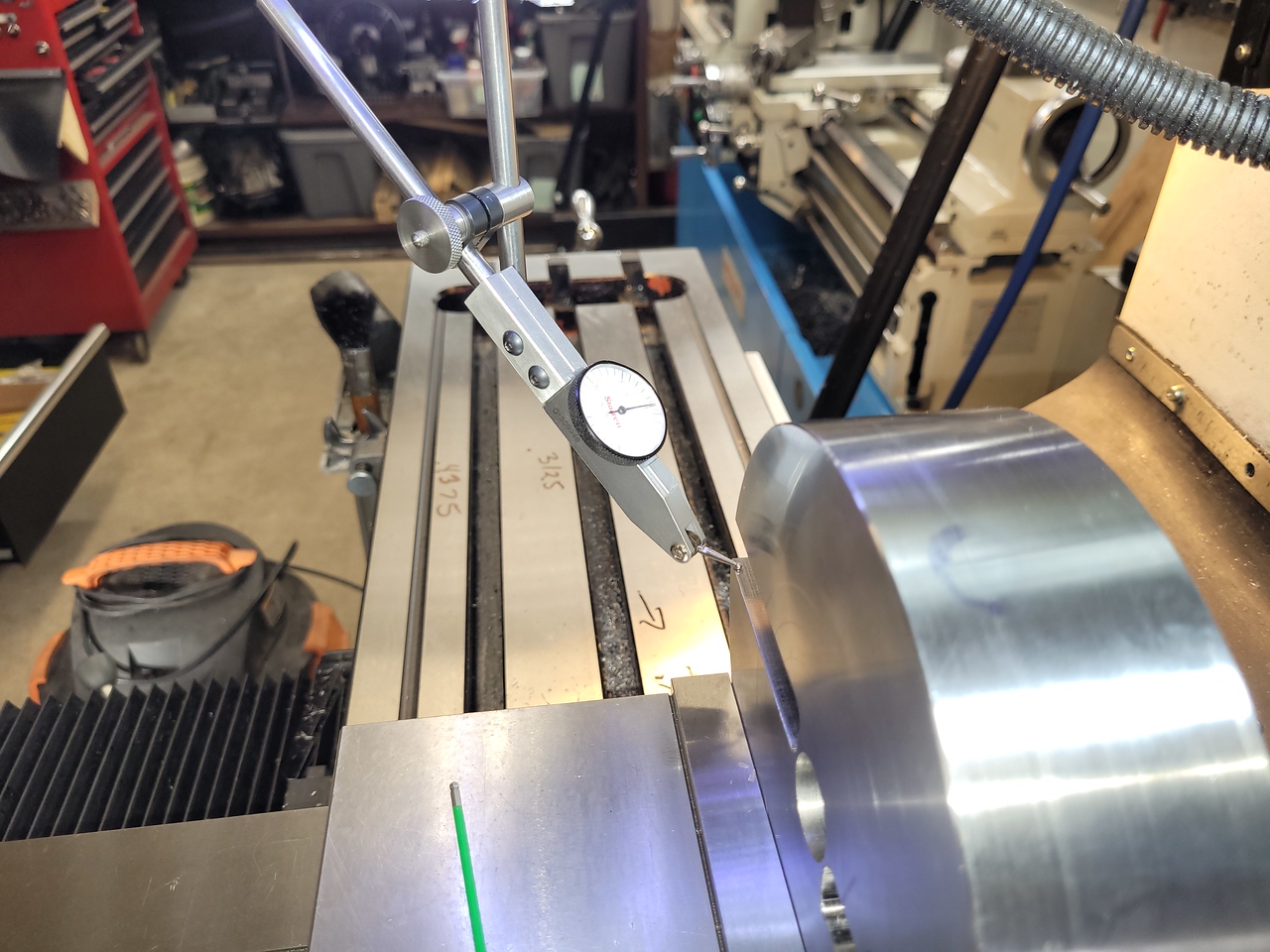
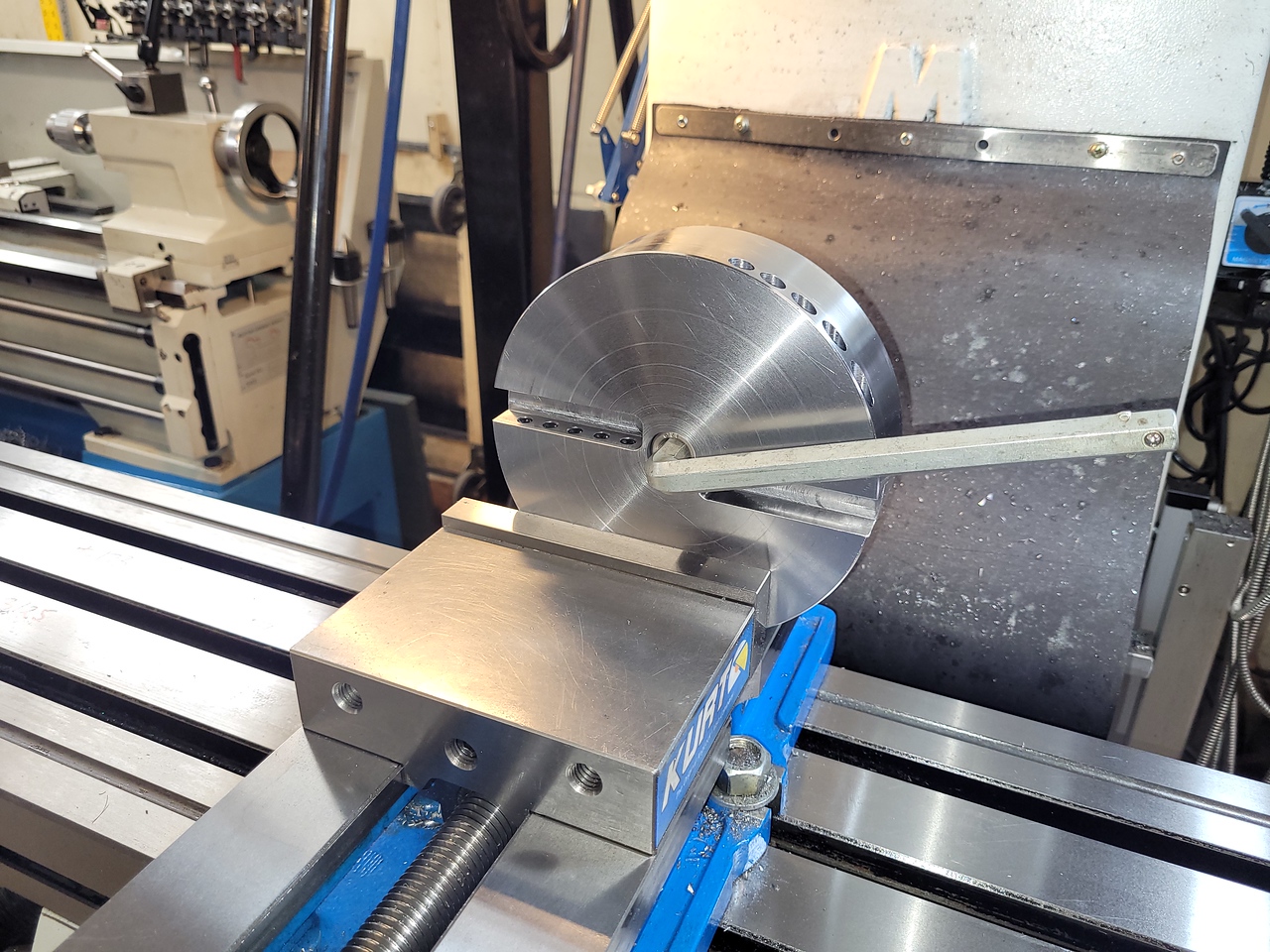
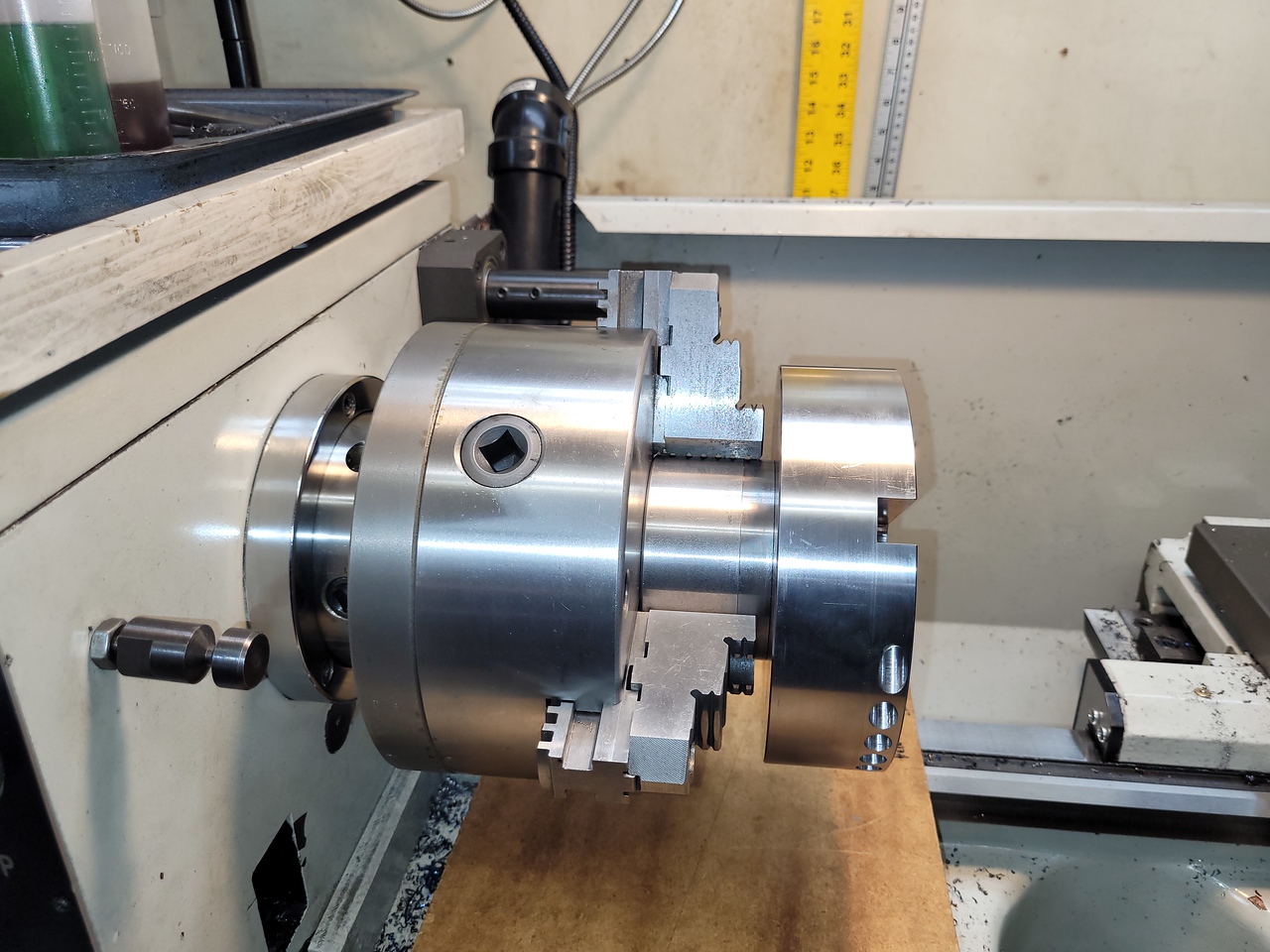
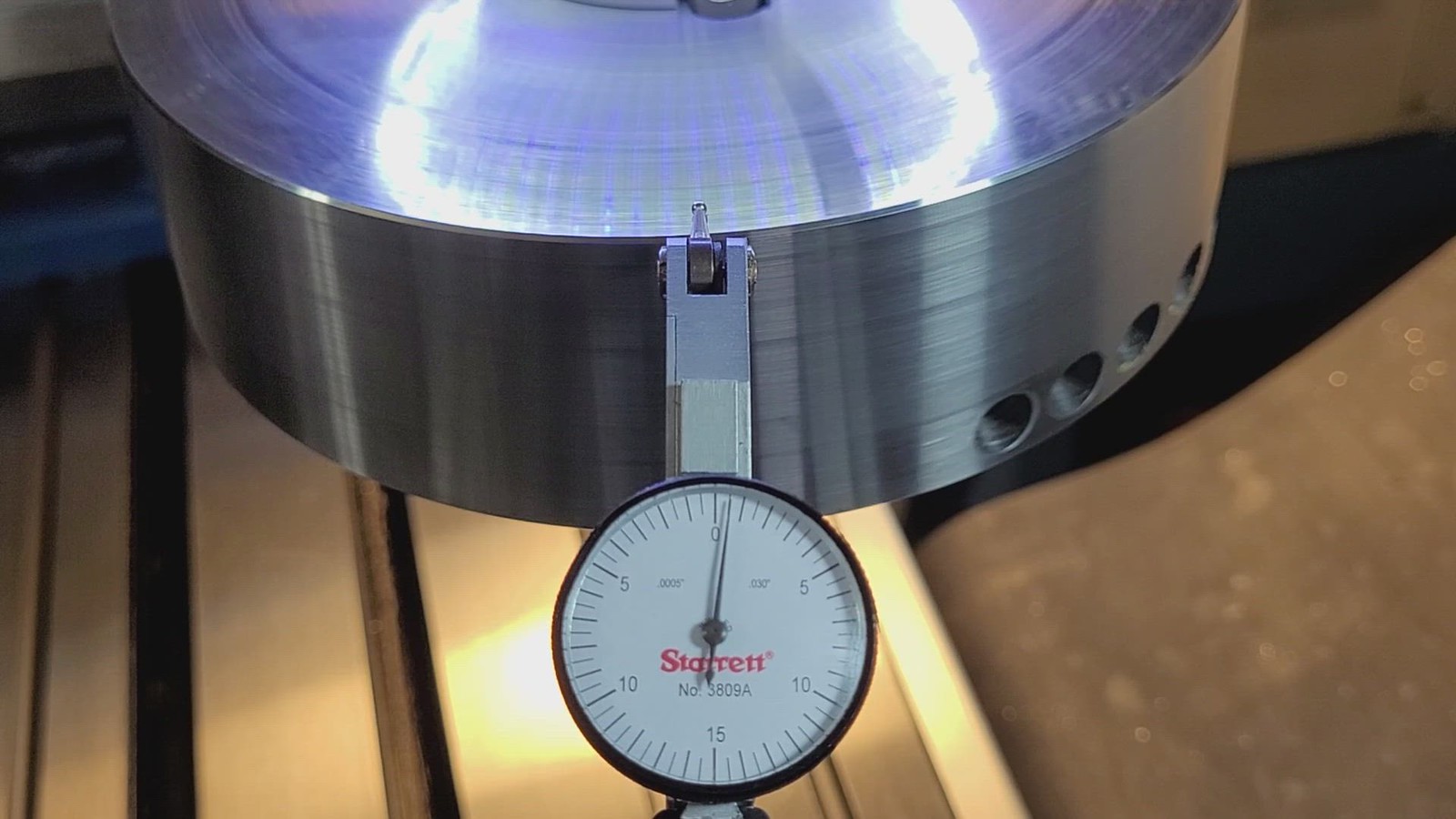
I trued it up in a 4 jaw chuck on the lathe, to be finish machined later.
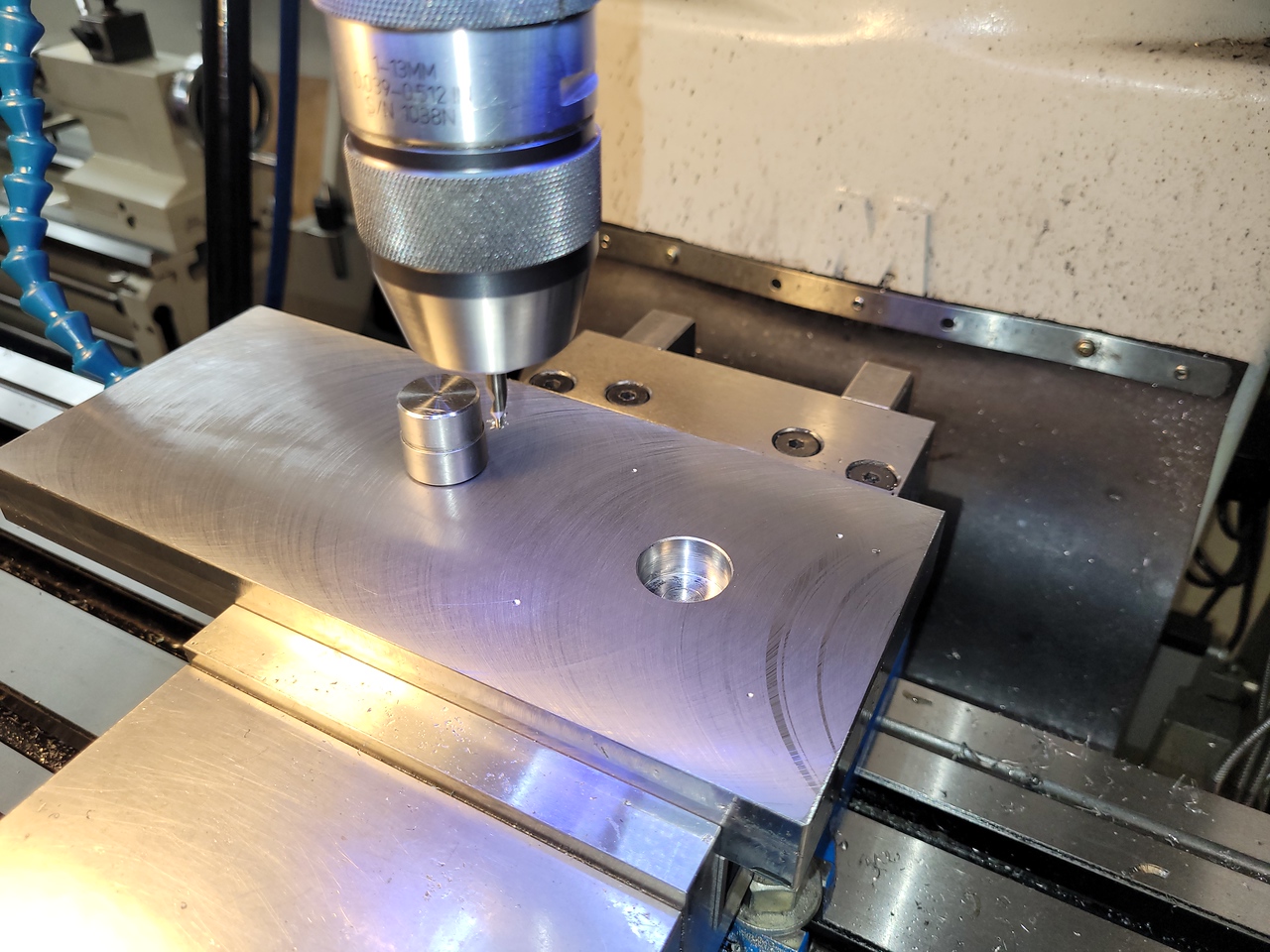
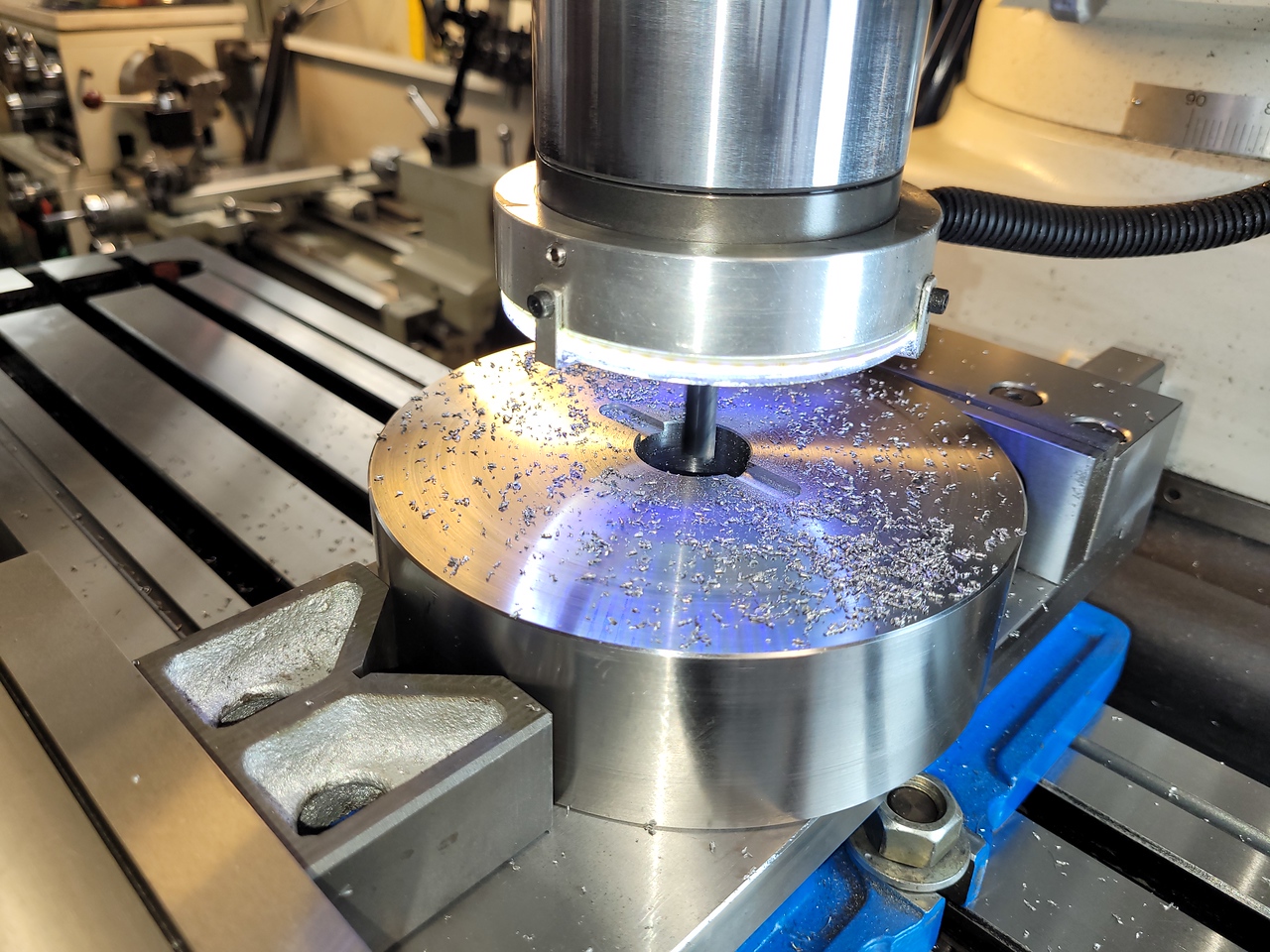
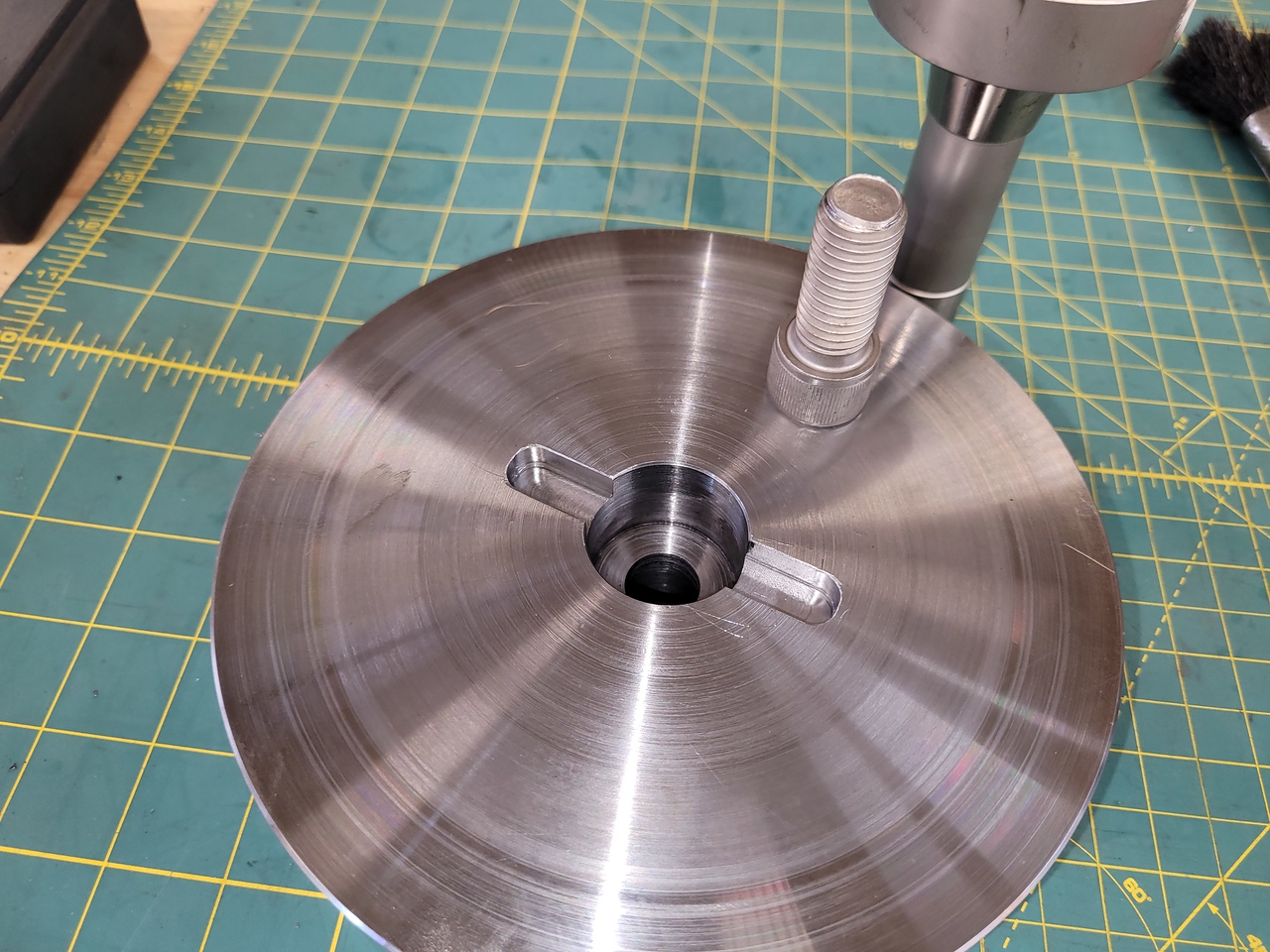
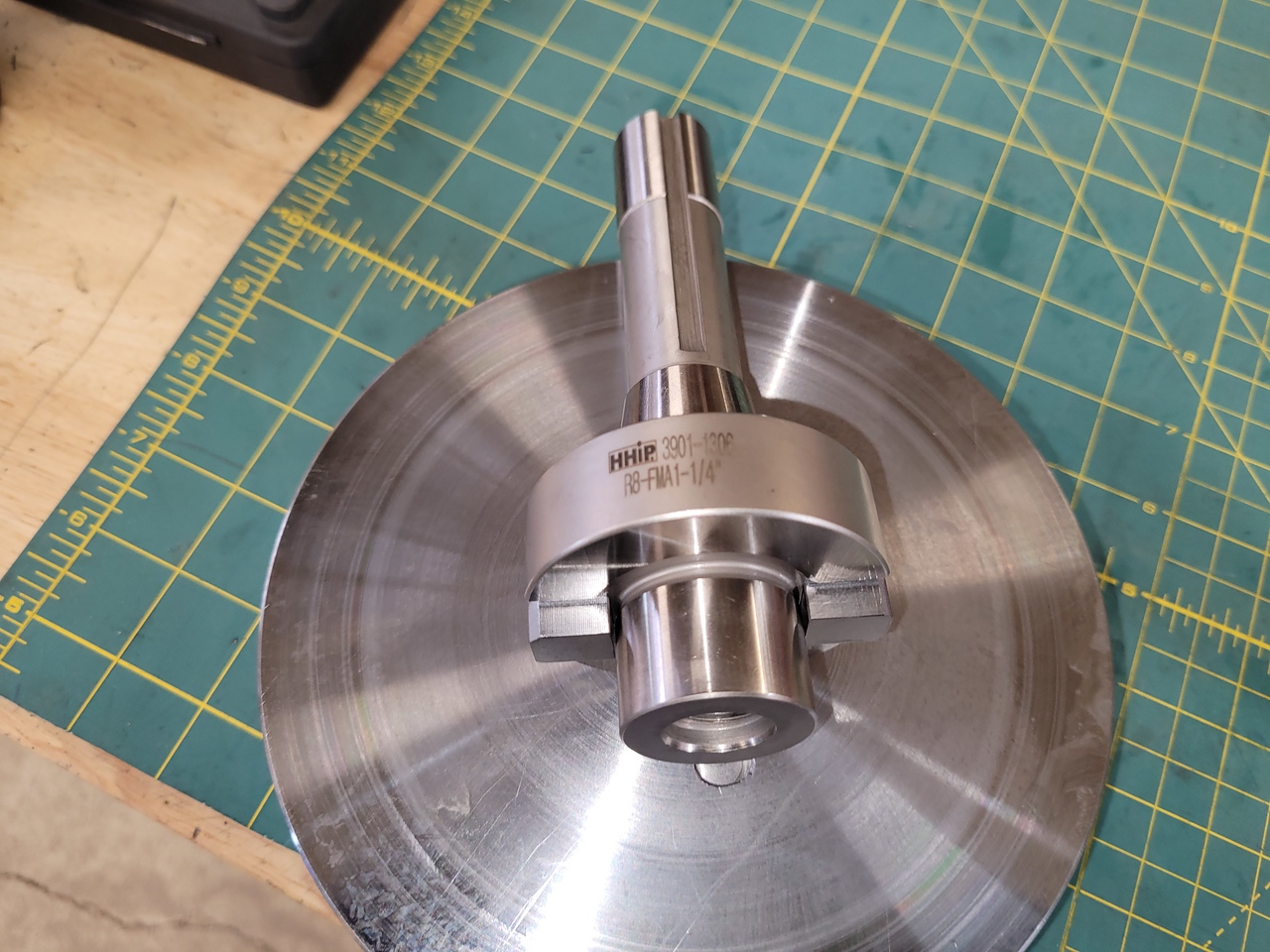
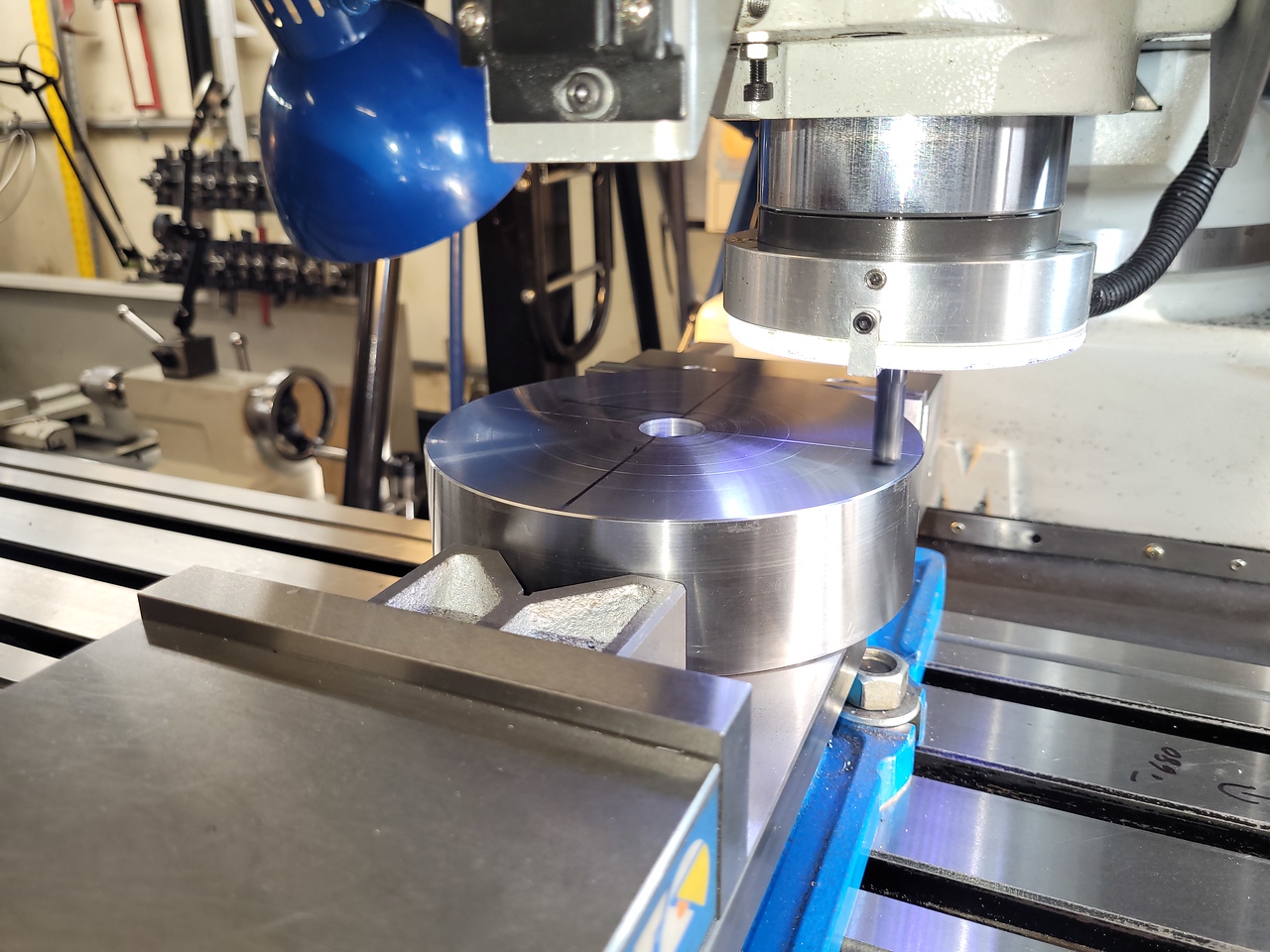
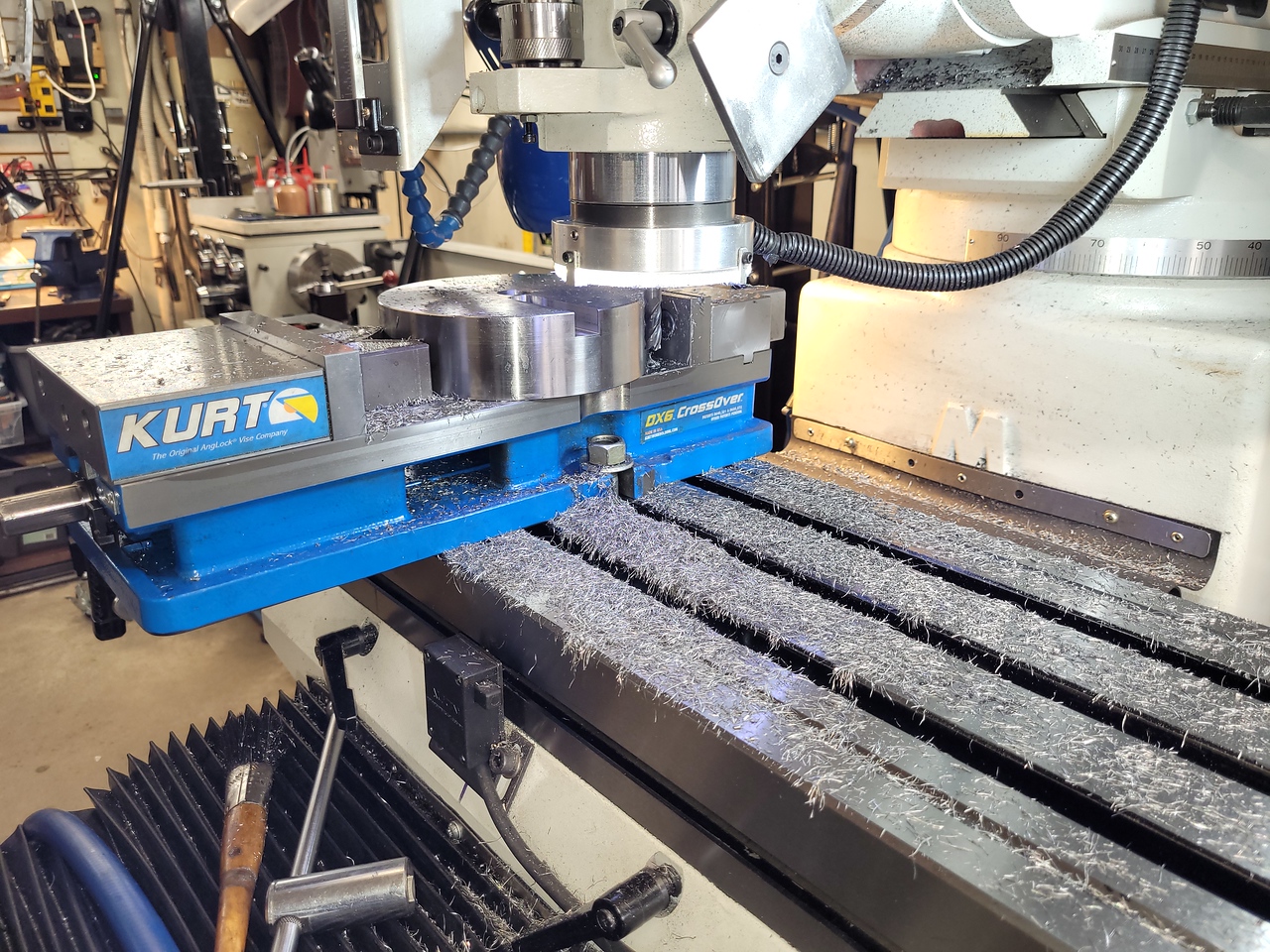
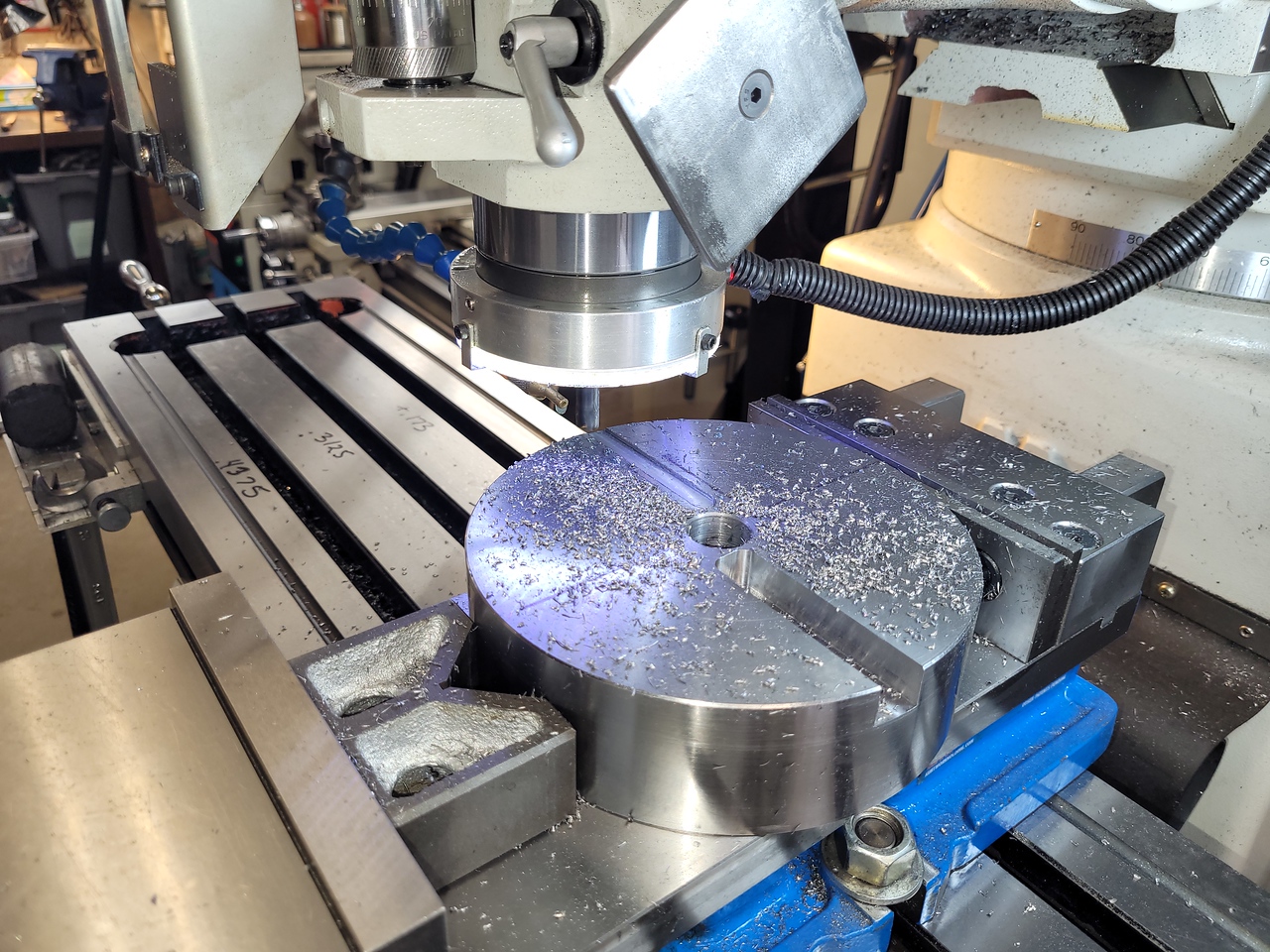
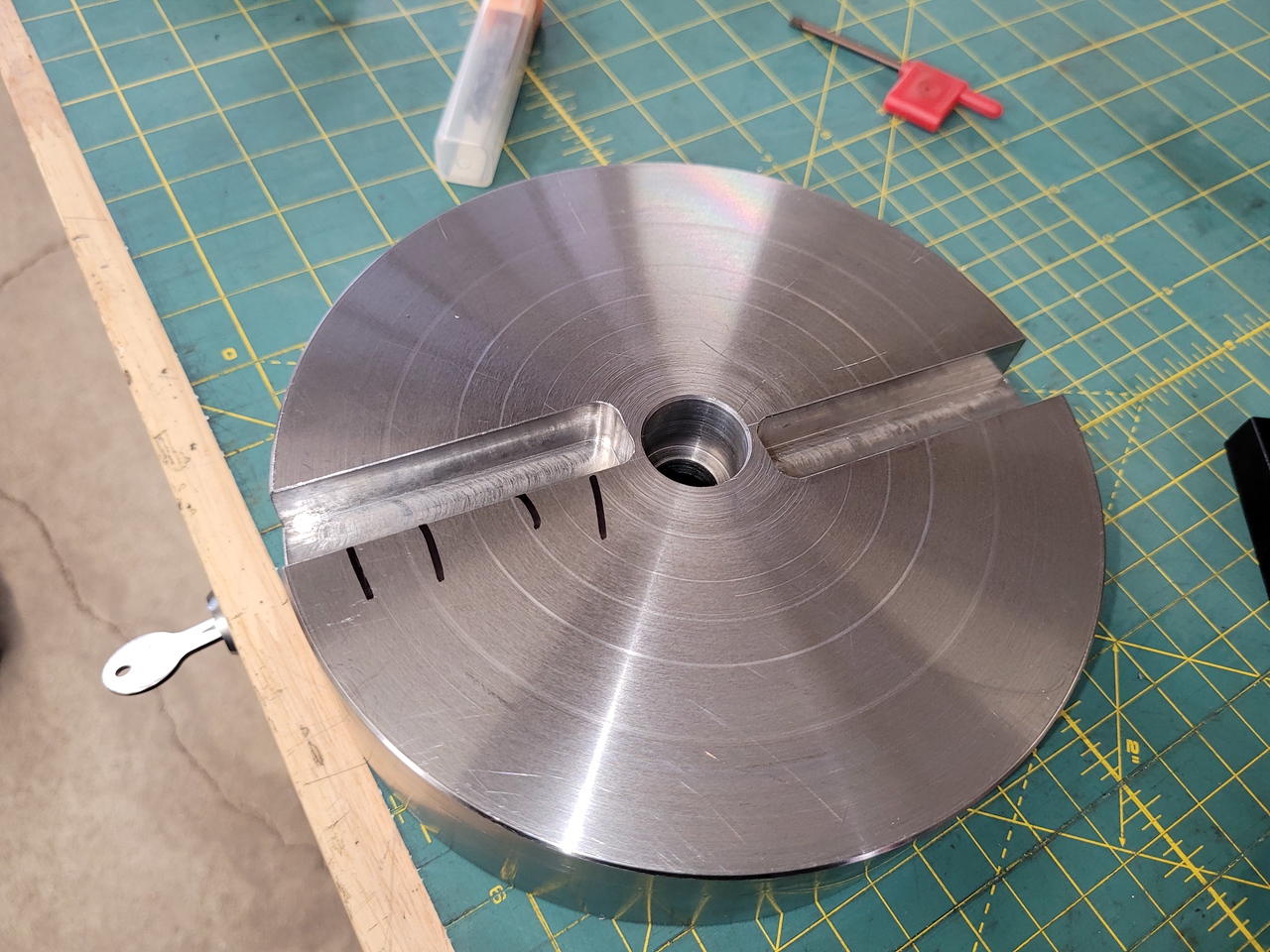
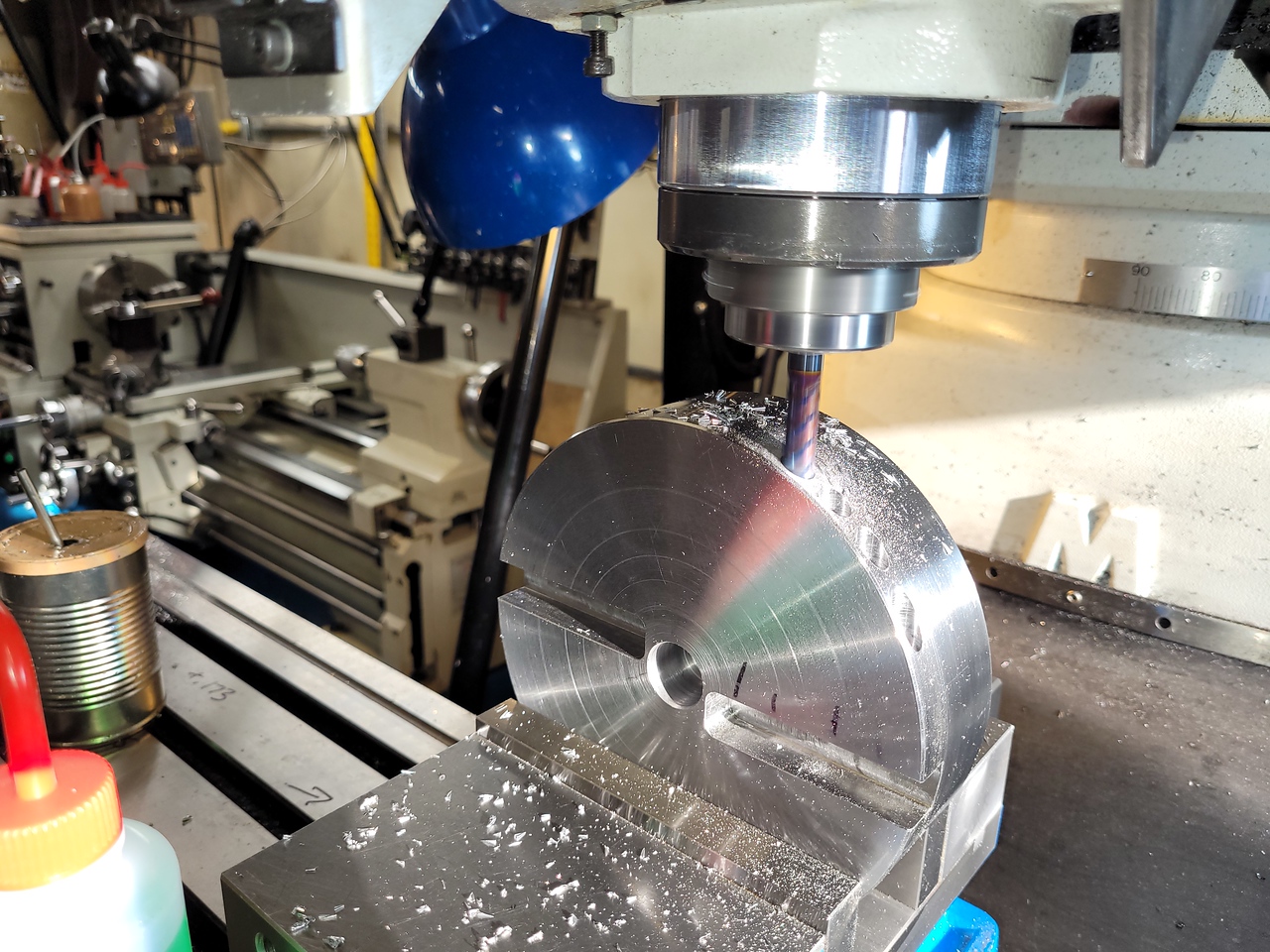
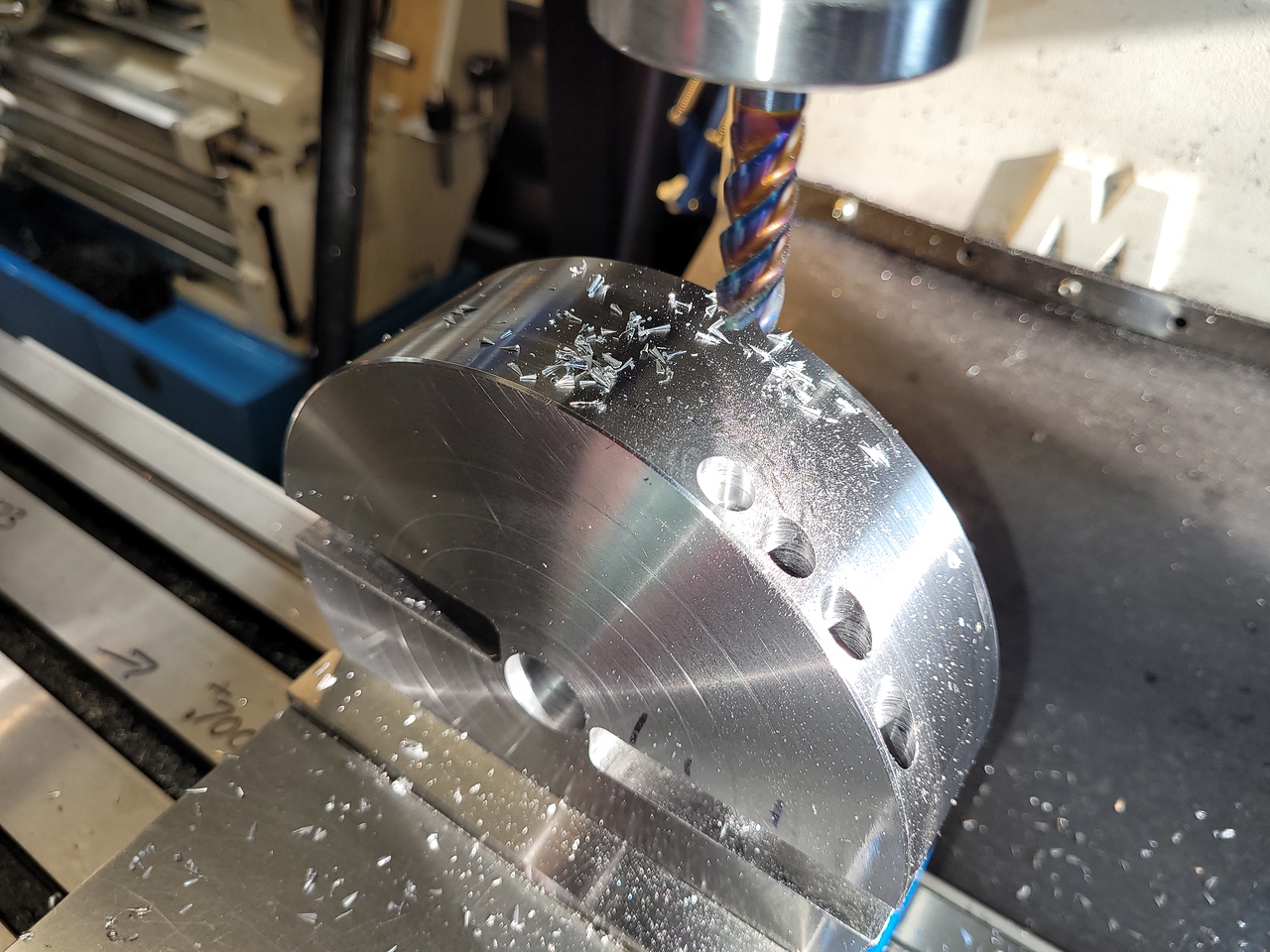
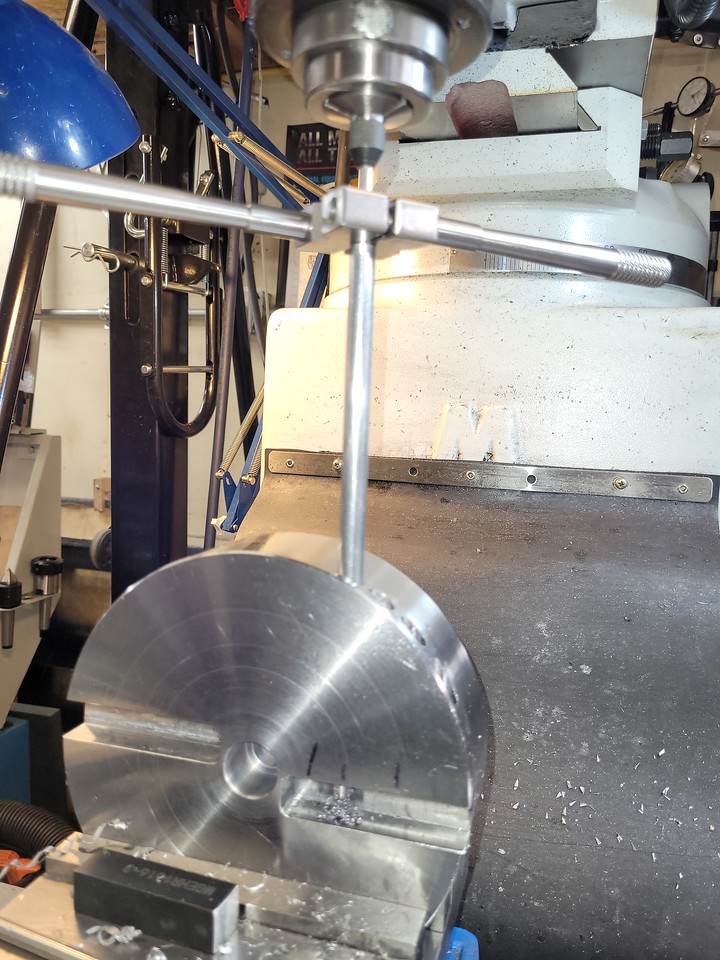
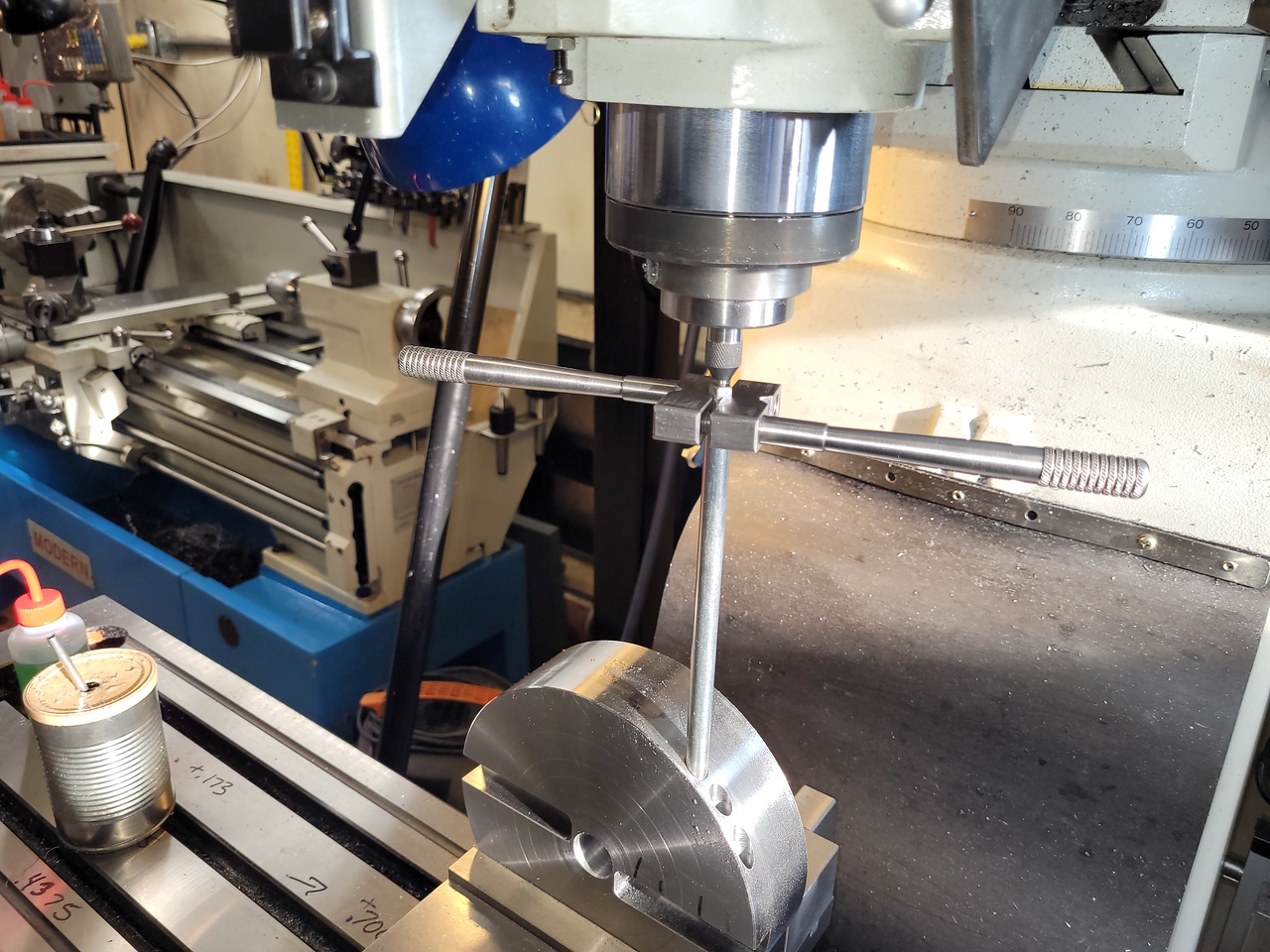
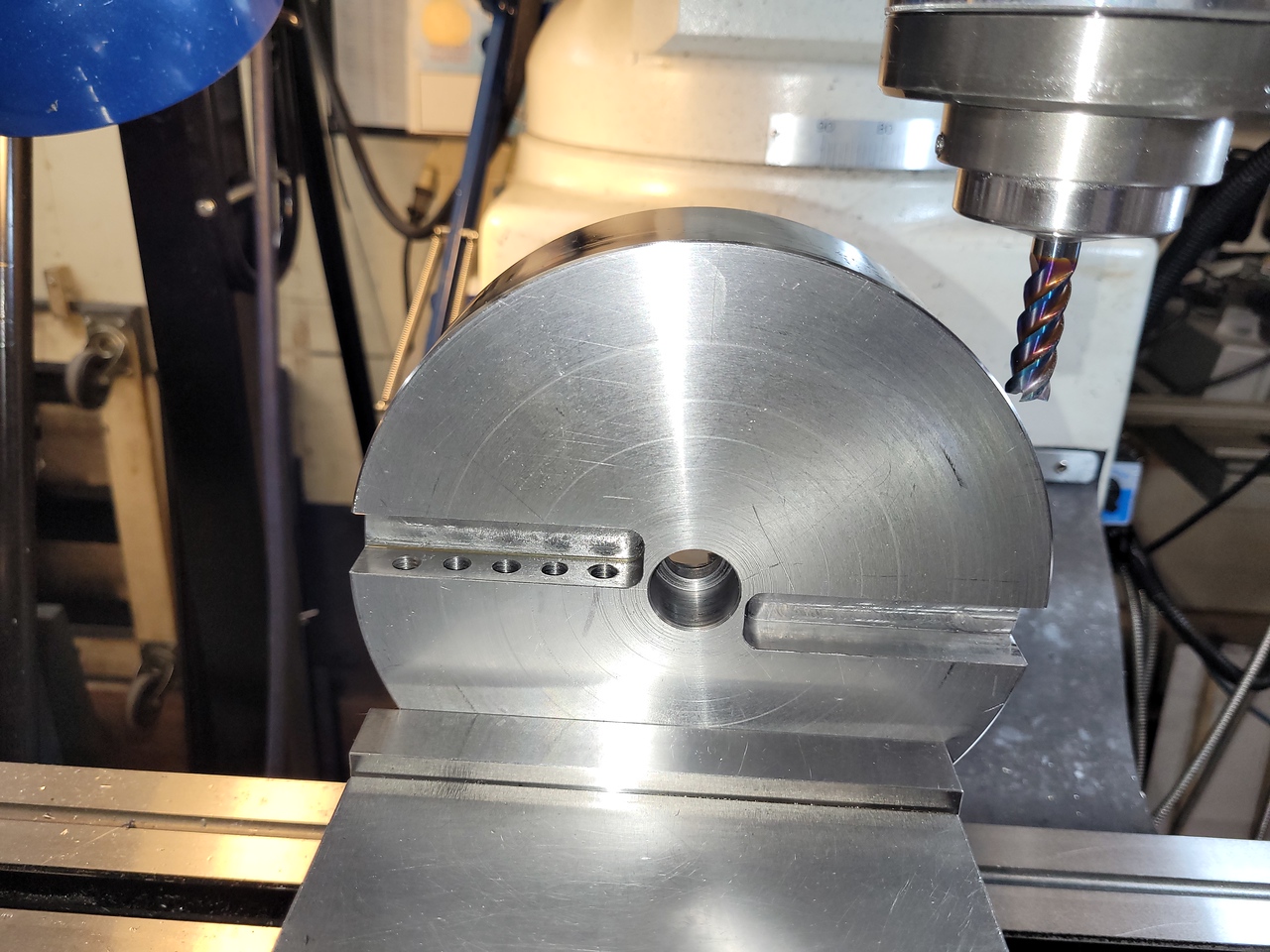
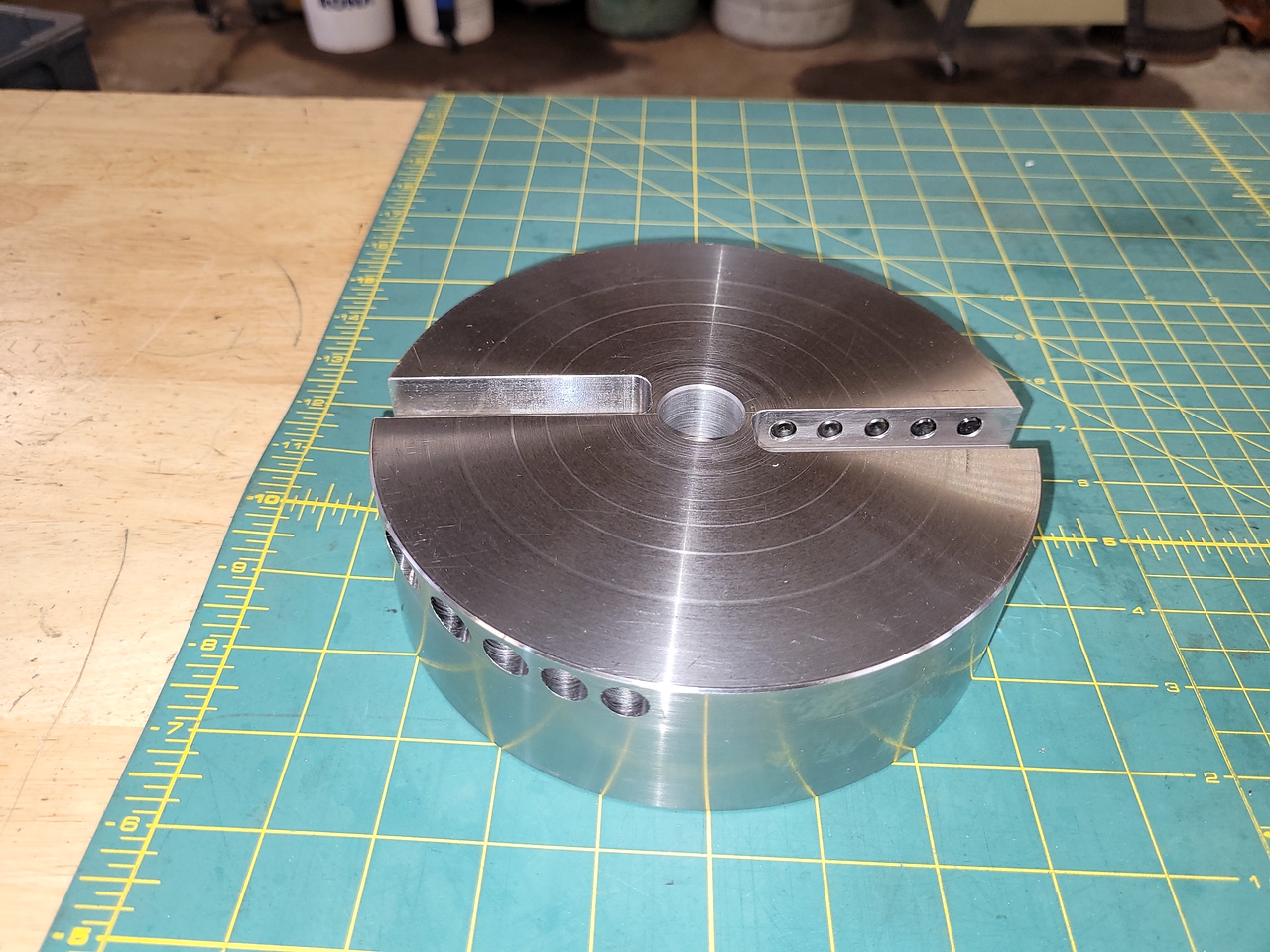
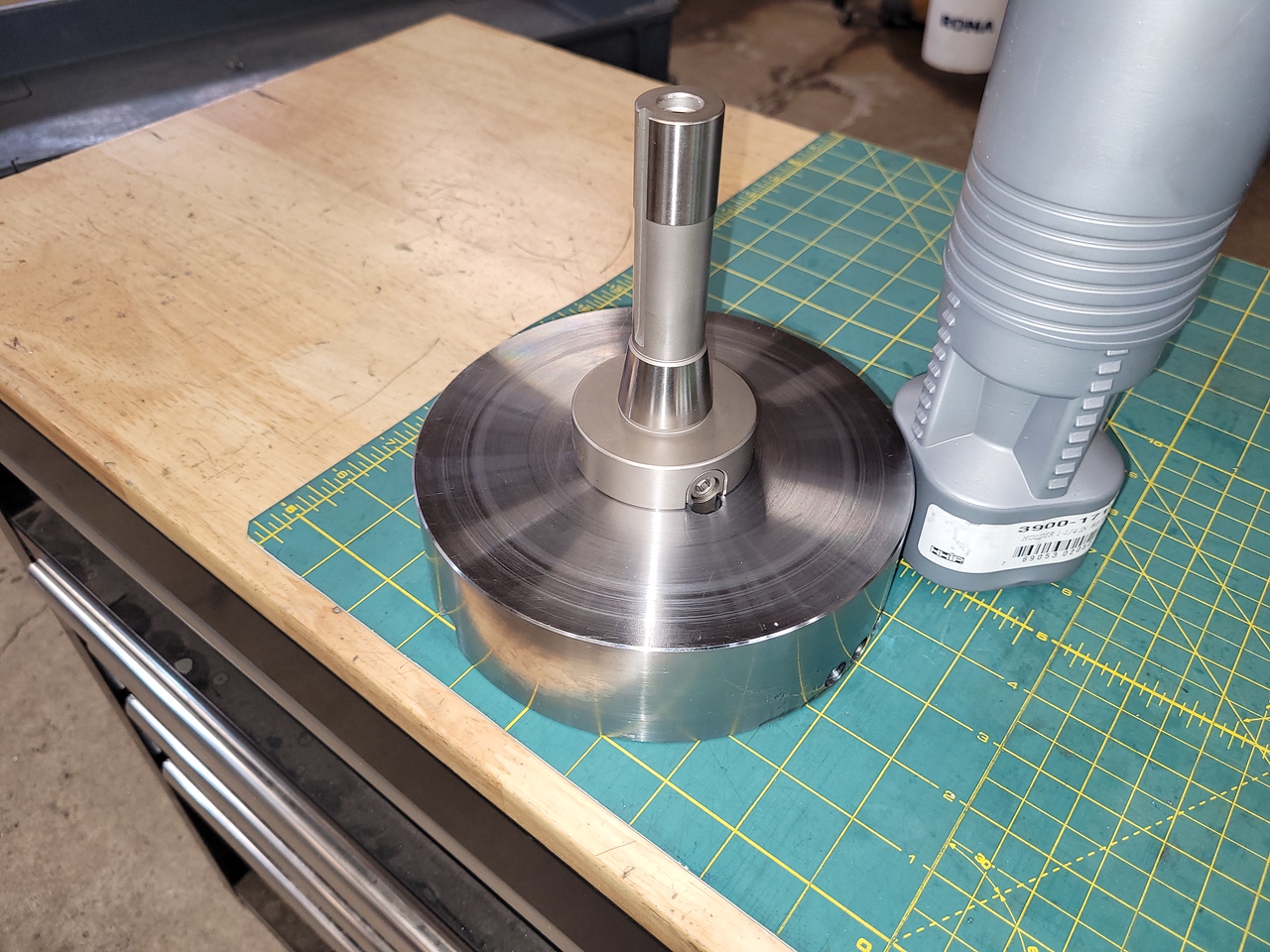
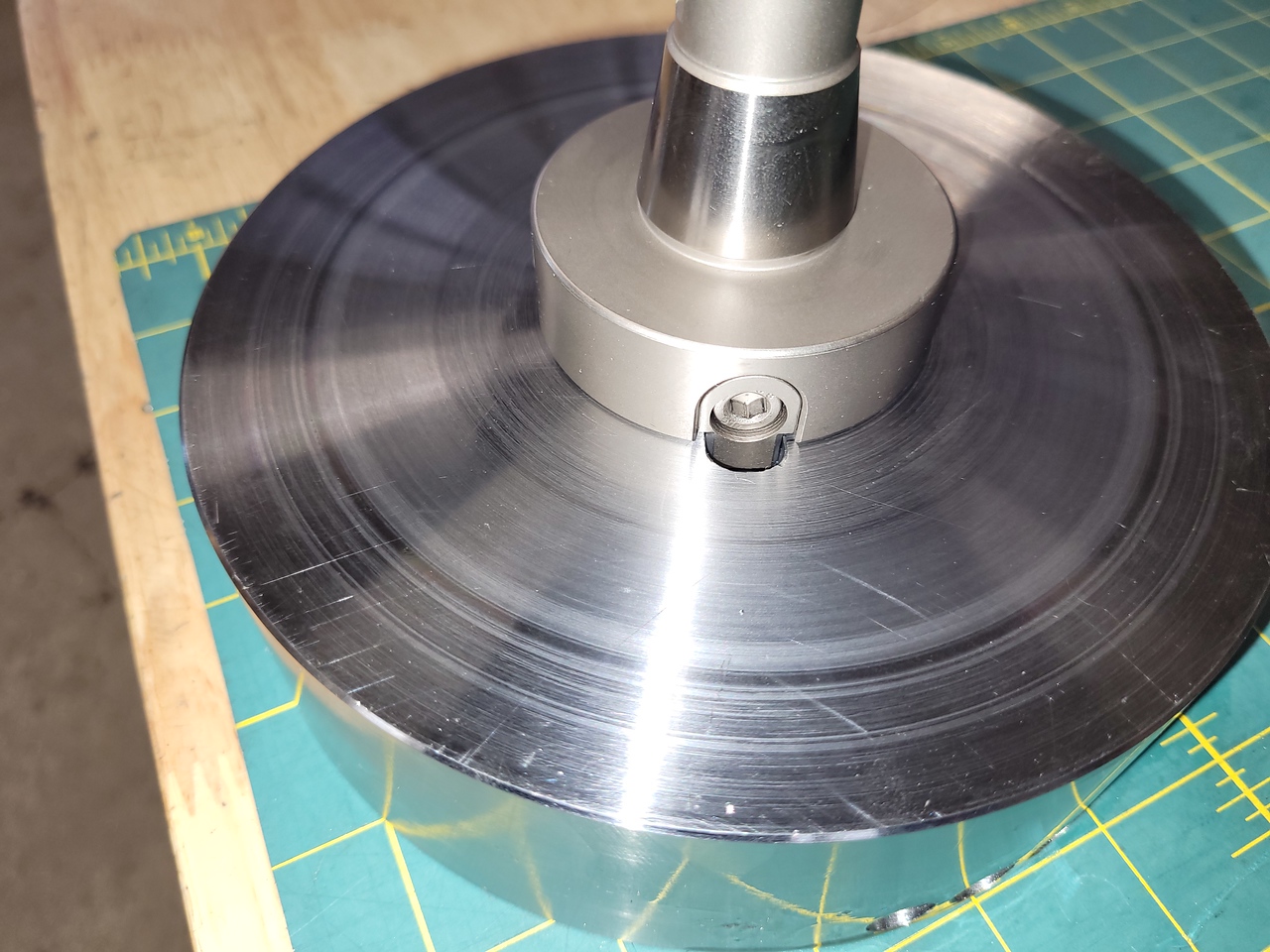
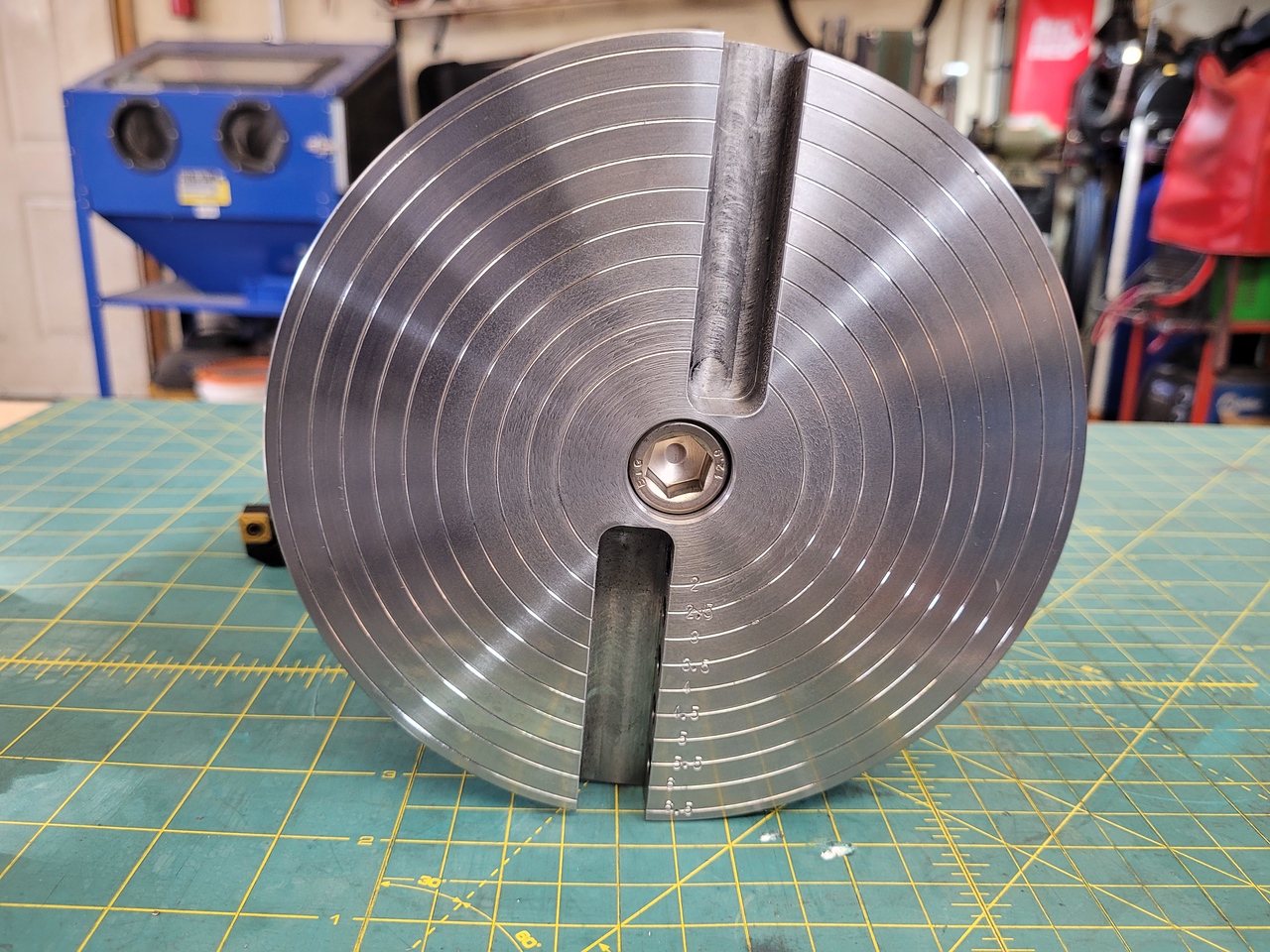
First I machined the 1.25” hole and the pockets for the keys on the face mill holder. I found that the 2 keys were different thickness so I machined them both to 7/16” wide and milled the pockets for a tight sliding fit. The round hole is a .0001” inference fit onto the R8 holder and can be installed or removed with a few taps with a dead blow hammer.


To be continued.
When I’ve tried to use it at larger diameters it has proved to be not rigid enough and starts to chatter and produce and poor finish. I have recently seen a few large diameter flywheel style type flycutters on youtube and ebay that got me interested in making one myself. None of the info I found gave me a feeling that one design was better than another or that 1 insert cutter type was preferred. I decided to build one that can use any style insert that I can make or buy a holder to fit. I bought a 1.25” R8 facemill holder on amazon and used a 2” thick slice of 6.75” 4140 material from the log I got several years ago.
I trued it up in a 4 jaw chuck on the lathe, to be finish machined later.
First I machined the 1.25” hole and the pockets for the keys on the face mill holder. I found that the 2 keys were different thickness so I machined them both to 7/16” wide and milled the pockets for a tight sliding fit. The round hole is a .0001” inference fit onto the R8 holder and can be installed or removed with a few taps with a dead blow hammer.
To be continued.
Last edited:



















")
