No problem. What you might want to get a handle on, if you haven't already, is how much 'step' the raised part should be in order to impart the impression you are after. If there is a way to simulate it with something simple like with a range of feeler gages or something. But it may well vary on your specific design too because (I'm guessing here) you have X amount of downforce from your press, but it gets applied to whatever the the embossing area is. If embossing area is small area, die should penetrate deeper, if its large area may only go shallow & max out. Maybe err on the deeper etch depth as you could always shave some raised portion off, but not the other way around.
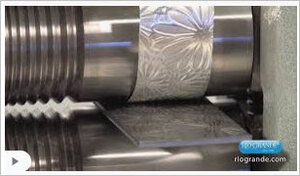
Just a weird coincidence I was looking at rolling mills like what jewelers use to curve shapes (and also apparently emboss patterns). Not that I want to buy one but just curious the principles of of how the rollers are set up & how the squeeze is applied. They look pretty beefy to me so forces are probably not small.