I love the ER collet system. I have ER40 and ER11 for the milling machine. I have a full set of metric collets and 8 Imperial collets (1/4"-1") for ER40 and full set of Imperial for the ER11. I love the versatility so much, I used an old 10" 3-jaw chuck, ground the jaws to accept the shank of a straight shank ER40 collet chuck. And it worked perfectly well for years. Runout was good enough, a couple thou'. But that chuck was heavy. I'm no spring chicken anymore! So I decide to get a 5C collet chuck. What a mistake! It's decent enough, Accusize, but the 5C collets are designed to use nominal round stock, within a thou' or 2. That's fine if you've got drill rod, and doing production work, but when you do 2nd operation work, they won't work. So then I got to take it off and put a different chuck on. PITA!!
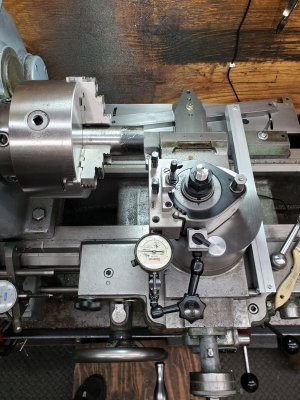
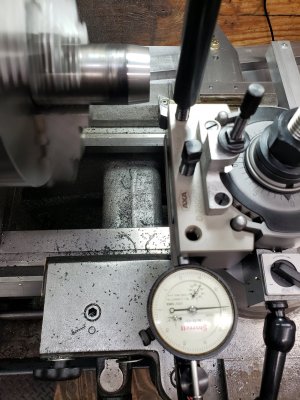
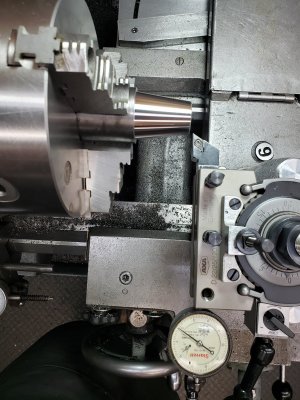
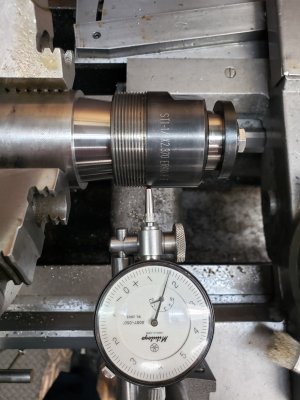
I decided to make an ER40 collet chuck for my lathe with Set-Tru style adjustability. I already had a back plate, D1-5, which I was using for a different application, which I no longer use. Previously I had welded up a plate onto the back plate. But because of the heat during welding, things warped a bit, quite a bit. So I had to scrape the backplate face and tapered section to fit my spindle properly.
I decided to make an ER40 collet chuck for my lathe with Set-Tru style adjustability. I already had a back plate, D1-5, which I was using for a different application, which I no longer use. Previously I had welded up a plate onto the back plate. But because of the heat during welding, things warped a bit, quite a bit. So I had to scrape the backplate face and tapered section to fit my spindle properly.






















 .
.