-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Lathe cross slide anti backlash systems
- Thread starter PeterT
- Start date
Stumbled on this video. Aside from the dismantle & replacement of a sprung ABL nut assembly, ~11:30 shows some other interesting arrangements used on other lathes.
O.... M..... G...... Peter......
Yes, there is some info on different backlash systems there, but..... watching just a small part of that video felt a bit like someone caged me inside a slate box and the only way out was to claw my way up the blackboard with my fingernails!
Keep in mind that I don't like YouTube to begin with so I start off feeling like a cat being lowered into a bathtub just pressing the play button.
That guy is working very hard on his carpal tunnel case, poor guy. Folks, please don't use your hand as a hammer, you'll live to regret it.
My DSG corss slide has an anti backlash arrangement, as per photo. Never fully got what the point of it is on a lathe, and I leave it with some clearance else it just encourages more rapid wear

My DSG corss slide has an anti backlash arrangement, as per photo. Never fully got what the point of it is on a lathe, and I leave it with some clearance else it just encourages more rapid wear
Interesting coincidence;
I just replaced the cross-slide leadscrew and nuts on my 1640 Nardini, just got it back together yesterday. Mine was a bit different: leadscrew was worn in the middle 3" or so (where its used the most). Had 2 brass blocks W/ female threads - one fixed, one moveable with a wedge between to force them apart to take up backlash. I could eliminate backlash in the middle but then it would be too tight anywhere other than the middle 3" or so of travel. Finally got tired of it. Ordered new 3/4 - 8 tpi left-hand precision acme leadscrew and 2 new brass nuts from McMaster-Carr ($115 USD + $60 freight). The Nardini was a bit easier to work on - I could get the leadscrew out the back by just removing the cover for the taper attachment, removed the handle from the front and was able to get it out without removing the backsplash, taper attachment or the cross-slide itself (I had previously had the cross-slide off and cleaned it up). I bored out the original threads in the brass blocks and glued the new nuts in with Loctite stud & bearing mount.
This reduced backlash to ~ .007" and now I can move the cross-slide from max in to max out with no change in backlash. Only thing I'm a bit disappointed in is a bit more turning resistance than I'd like and I think that's probably because I put "Moly-slip" grease on the leadscrew rather than oil - maybe just oil next time.
I just replaced the cross-slide leadscrew and nuts on my 1640 Nardini, just got it back together yesterday. Mine was a bit different: leadscrew was worn in the middle 3" or so (where its used the most). Had 2 brass blocks W/ female threads - one fixed, one moveable with a wedge between to force them apart to take up backlash. I could eliminate backlash in the middle but then it would be too tight anywhere other than the middle 3" or so of travel. Finally got tired of it. Ordered new 3/4 - 8 tpi left-hand precision acme leadscrew and 2 new brass nuts from McMaster-Carr ($115 USD + $60 freight). The Nardini was a bit easier to work on - I could get the leadscrew out the back by just removing the cover for the taper attachment, removed the handle from the front and was able to get it out without removing the backsplash, taper attachment or the cross-slide itself (I had previously had the cross-slide off and cleaned it up). I bored out the original threads in the brass blocks and glued the new nuts in with Loctite stud & bearing mount.
This reduced backlash to ~ .007" and now I can move the cross-slide from max in to max out with no change in backlash. Only thing I'm a bit disappointed in is a bit more turning resistance than I'd like and I think that's probably because I put "Moly-slip" grease on the leadscrew rather than oil - maybe just oil next time.
HaHa. Yes I tried to look past some of the close up & personal shop filmography, it was the various ABL systems that caught my eye. Its getting to be adjustment time on my lathe. With DRO & table lock its not much of an issue but still could use a tweak. In another post we were talking about the basic slit through the nut & adjustment screw style I was thinking of potentially improving mine with something better, maybe a dual nut sprung or rotational adjustment system. But once again it proves (to me) some great idea I think I have was probably implemented or tossed out 70 years ago. Not sure how much wiggle room I have inside my cross slide slot & how it mounts anyways. It lasted me several years between adjustments so I suspect laziness will prevail. A few years ago I managed to scoop a spare leadscrew & nut for my lathe when I needed other parts so I have some life left either way. I was never clear what wears predominantly, the bronze nut, the screw, or both. I think I'm hearing it may well be possible the screw can wear in its predominant usage range.
There are probably other suppliers like this, but new components can be sourced & probably modified to fit. Probably the best time to make improvements is when you have a functioning lathe, not when its apart in pieces.
There are probably other suppliers like this, but new components can be sourced & probably modified to fit. Probably the best time to make improvements is when you have a functioning lathe, not when its apart in pieces.
Lead Screws and Ball Screws for Power Transmission - Roton Products
Roton is the premium manufacturer of lead screws, ball screws, and acme screws for power transmission applications. Shop online for your lead screw needs.
www.roton.com
Both screw and nuts were rather heavily worn (in the middle 3" of the screw especially) on mine. 3/4" acme thread (new) has a flat top crest of ~ .050". The mid section of the leadscrew was worn to the point that there is no more flat, they are now pointed - out on the ends, it looks almost as new. Female threads in the brass blocks are all worn to a point (flat totally worn away)." I was never clear what wears predominantly, the bronze nut, the screw, or both. I think I'm hearing it may well be possible the screw can wear in its predominant usage range."
Only thing I'm a bit disappointed in is a bit more turning resistance than I'd like and I think that's probably because I put "Moly-slip" grease on the leadscrew rather than oil - maybe just oil next time.
Mine has a ball oiler above it. Yours prolly has a lube provision of some kind too. Grease is usually better than oil for such things but no way to keep refreshing the grease other than adding a zirc or something. Might be better to remove the grease and keep oiling it.
Almost time to do something about this one 
It's from a lathe I had briefly decades ago. A standard modern. Almost unbelievably, more decades earlier, while a teenager in high school, I squirrel away a feedscrew and nut from an SM when the HS shop was changing over to metric. That feedscrew survived numerous moves, marriage and kids, as well as the odd purge but was right where I knew it would be,. And.....it was from the exact same SM model!! Plug and play. That sort of tale can create a 1000 hoarders...better keep this random part from some random machine at a young age when you never even imaged having your own machines....never know when you might need it

It's from a lathe I had briefly decades ago. A standard modern. Almost unbelievably, more decades earlier, while a teenager in high school, I squirrel away a feedscrew and nut from an SM when the HS shop was changing over to metric. That feedscrew survived numerous moves, marriage and kids, as well as the odd purge but was right where I knew it would be,. And.....it was from the exact same SM model!! Plug and play. That sort of tale can create a 1000 hoarders...better keep this random part from some random machine at a young age when you never even imaged having your own machines....never know when you might need it
Last edited:

I must have missed that debate . The nut was very worn as well, but its not uncommon for steel to wear faster than bronze. Sometimes even faster still if when mated with some soft metals, if the soft stuff can get all imbedded with crap and turn itiself into a gnarly mean lap
. The nut was very worn as well, but its not uncommon for steel to wear faster than bronze. Sometimes even faster still if when mated with some soft metals, if the soft stuff can get all imbedded with crap and turn itiself into a gnarly mean lap140mower
Don
My 13" South Bend started off as a miss-purchased spindle thread protector from several years ago... Finally found a 1929 lathe to fit it and some collets I had. Strange how life goes.Almost time to do something about this one
It's from a lathe I had briefly decades ago. A standard modern. Almost unbelievably, more decades earlier, while a teenager in high school, I squirrel away a feedscrew and nut from an SM when the HS shop was changing over to metric. That feedscrew survived numerous moves, marriage and kids, as well as the odd purge but was right where I knew it would be,. And.....it was from the exact same SM model!! Plug and play. That sort of tale can create a 1000 hoarders...better keep this random part from some random machine at a young age when you never even imaged having your own machines....never know when you might need it
View attachment 22453
Think I'm gonna pull it apart again and wash all that grease off - might just leave it dry- agree with Mcgyver's comment about swarf / oil / grease making a nasty lapping paste.Mine has a ball oiler above it. Yours prolly has a lube provision of some kind too. Grease is usually better than oil for such things but no way to keep refreshing the grease other than adding a zirc or something. Might be better to remove the grease and keep oiling it.
Think I'm gonna pull it apart again and wash all that grease off - might just leave it dry- agree with Mcgyver's comment about swarf / oil / grease making a nasty lapping paste.
Ya, that's prolly what I would do too. I don't think you can count on oil to wash away all the grease.
Think I'm gonna pull it apart again and wash all that grease off - might just leave it dry- agree with Mcgyver's comment about swarf / oil / grease making a nasty lapping paste.
Yes, I'd get the grease out there. There theory has always been (afaik) that grease sticks and stays put so if it gets contaminated, the contaminants also stay put, whereas oil has more of a flushing affect; runs off, gets replenished with fresh oil etc.
When you have a machine apart, don't hesitate to add oil cups, zerks, mill oil channels in ways where it makes send. The absolute best machines have them, but a surprising number what I'd call great quality machines, cheaped out on this imporant, but, I guess somewhat fussy, step
Former Member
Guest
The point of a system like this is you want just enough pressure to stop play, yes it wears but even if you leave play in the system you will have wear, the same amount.That guy is working very hard on his carpal tunnel case, poor guy. Folks, please don't use your hand as a hammer, you'll live to regret it.
My DSG corss slide has an anti backlash arrangement, as per photo. Never fully got what the point of it is on a lathe, and I leave it with some clearance else it just encourages more rapid wear
View attachment 22434
So......play or no play its going to wear the same, question becomes accuracy or not.
Well I adjusted my cross slide feed screw anti backlash (ABL) nut. I was measuring close to 0.015" dead zone backlash at its worst position. It seemed to me it was never this bad before & more like it increased lately despite pretty constant work. I do this maintenance just infrequently enough to basically forget 98% of how to do it & have to feel my way through it. Is that a roll pin or a hex screw? Does this come first or that? Do I remove those 2 shaft nuts? Nope that's for setting the thrust bearings. You get the idea. Over the years I've become an increasingly fanatical note taker, so this procedure is going into the Holy Maintenance Binder.
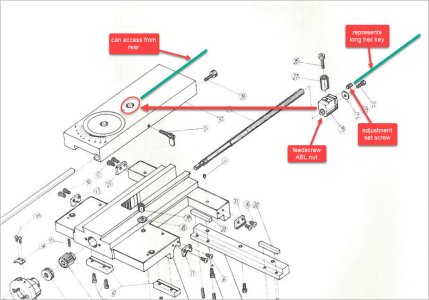
So after pulling the dial, feed screw, gib strip, I stopped just short of removing the cross slide table because I didn't remember removing the DRO which looked like the next step. Time to pause & collect my marbles. The nut can be pushed out with a dowel once feed screw is removed. It was just as well so I could have a close look at screw condition. I have an oiler nipple that feeds directly over the threads, everything pretty clean just a hint of dark smooge. I have the classic cast bronze but with a slit accross the threads. A screw clamps against the slit putting slight ABL tension on the threads. Turns out my screw was completely loose so that maybe explains why it seemed I developed backlash more suddenly. I manually reset the screw just by feel so I could wiggle & try & feel play at different segments of the feed rod. I'd say the rod is definitely wearing. Slightly but its present. I can feel it slightly looser in the predominant wear zone. I thought about a drop of blue Loctite for the set screw but I didn't think I would guess right the first time.
Anyway, back it all went together. Clean & oil, re-adjust the gibs etc. As I was finishing up I held a mirror up to the rear side of table & looked down the channel. There was the adjustment screw staring right at me. Almost like they designed it that way <head smack>. All I needed to do was reach in behind with a 3mm hex driver & make the tweak. In all fairness it needs to be ~8" long which I don't have. But now I'm going to make tool from 5mm diameter rod with hex stuck in the end & tommy bar handle. So just in case you have a lathe like this, give it a looksee, might be easier than how I went about it (again).
So after pulling the dial, feed screw, gib strip, I stopped just short of removing the cross slide table because I didn't remember removing the DRO which looked like the next step. Time to pause & collect my marbles. The nut can be pushed out with a dowel once feed screw is removed. It was just as well so I could have a close look at screw condition. I have an oiler nipple that feeds directly over the threads, everything pretty clean just a hint of dark smooge. I have the classic cast bronze but with a slit accross the threads. A screw clamps against the slit putting slight ABL tension on the threads. Turns out my screw was completely loose so that maybe explains why it seemed I developed backlash more suddenly. I manually reset the screw just by feel so I could wiggle & try & feel play at different segments of the feed rod. I'd say the rod is definitely wearing. Slightly but its present. I can feel it slightly looser in the predominant wear zone. I thought about a drop of blue Loctite for the set screw but I didn't think I would guess right the first time.
Anyway, back it all went together. Clean & oil, re-adjust the gibs etc. As I was finishing up I held a mirror up to the rear side of table & looked down the channel. There was the adjustment screw staring right at me. Almost like they designed it that way <head smack>. All I needed to do was reach in behind with a 3mm hex driver & make the tweak. In all fairness it needs to be ~8" long which I don't have. But now I'm going to make tool from 5mm diameter rod with hex stuck in the end & tommy bar handle. So just in case you have a lathe like this, give it a looksee, might be easier than how I went about it (again).