Since it's a cold rainy day I thought I would re-do my old post about the re-furbishing of my mill. The original post was deleted after the great Photobucket debacle.
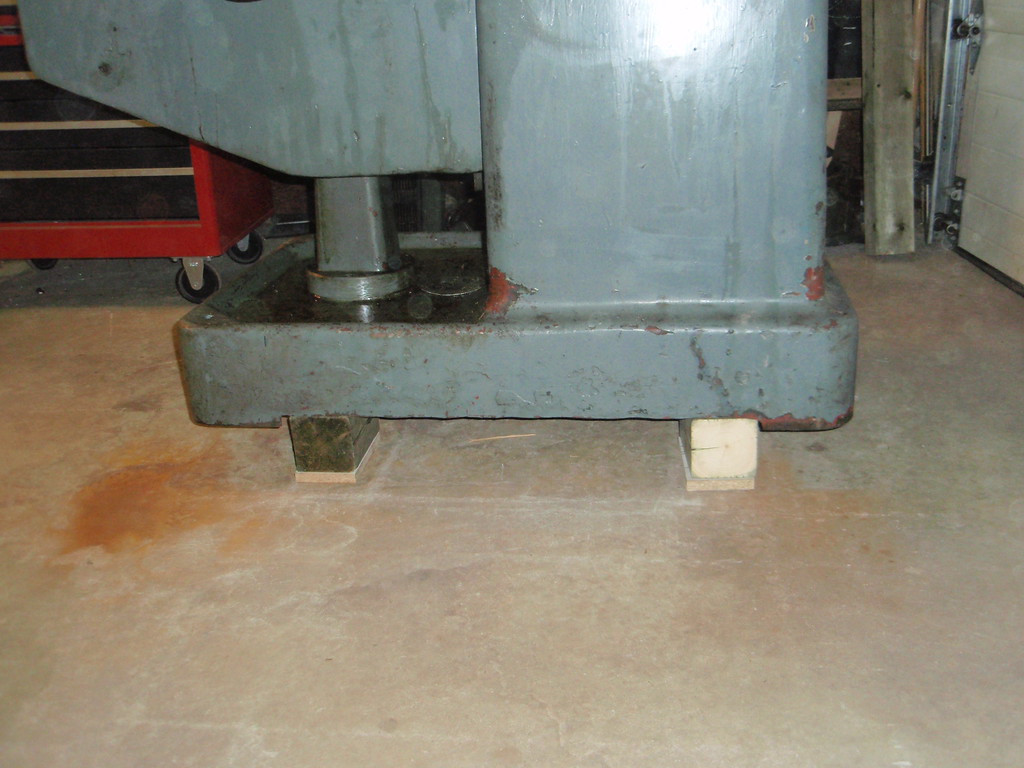
I had been looking for a bigger milling machine than my current PM932PDF and finally ran across a “Ferro” branded Taiwanese Bridgeportclone locally. I borrowed and tilt deck car trailer on just about the coldest day of winter (February of 2015) and brought it home with the help of my friend Darcy. It was a challenge getting this 2500 lb machine loaded and unloaded but we got it done. This is the only picture I took that day, I just plain forgot to take any others as I was stressed and cold.

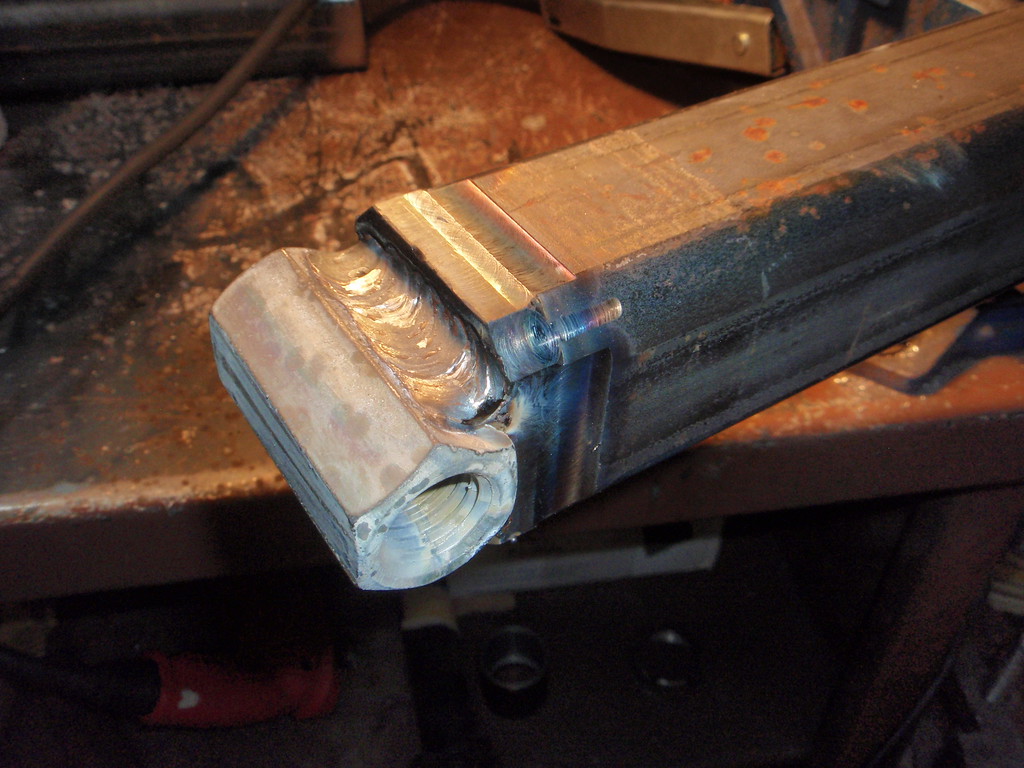
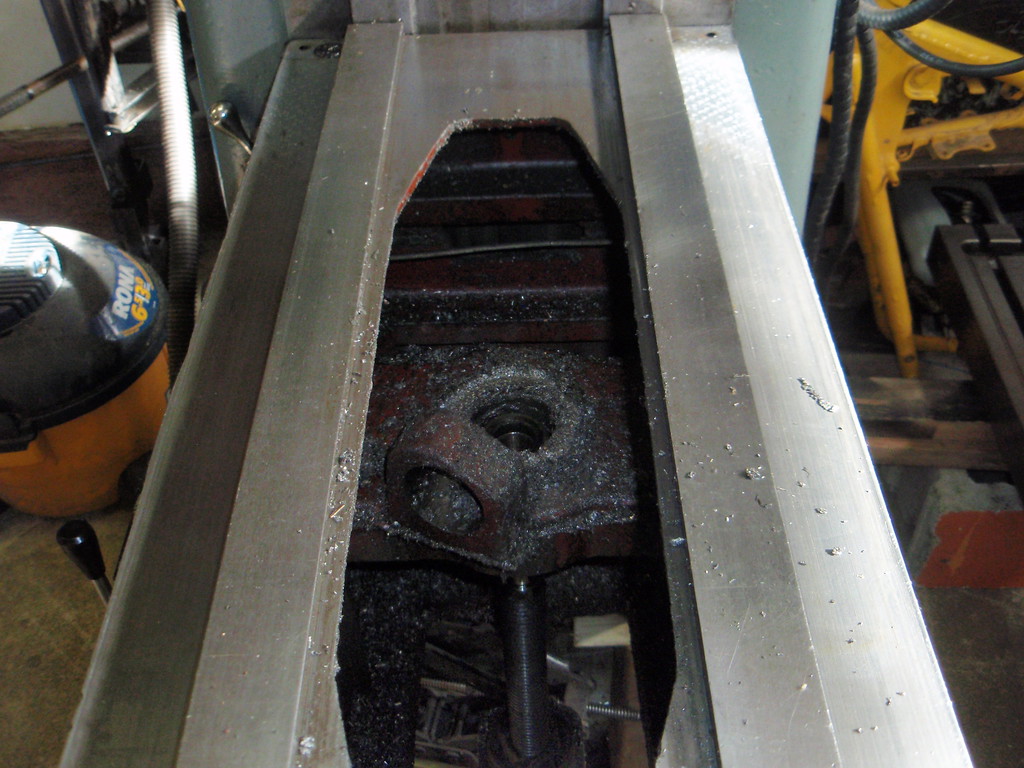
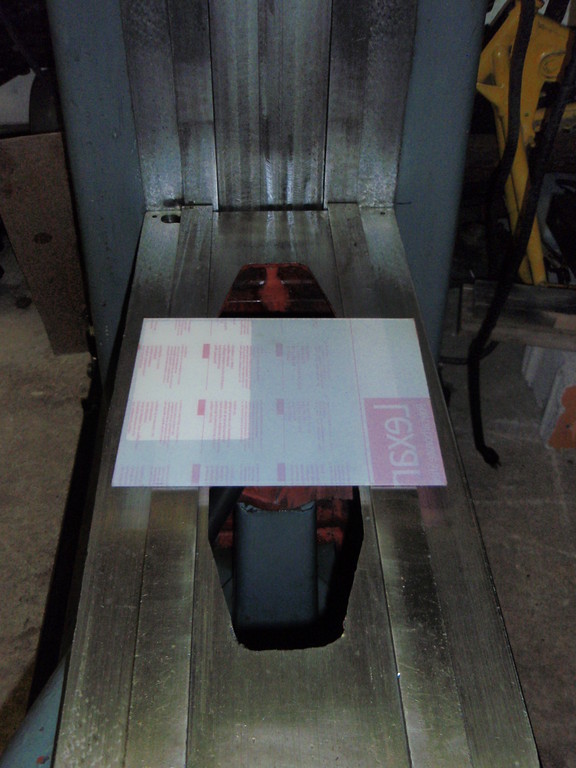
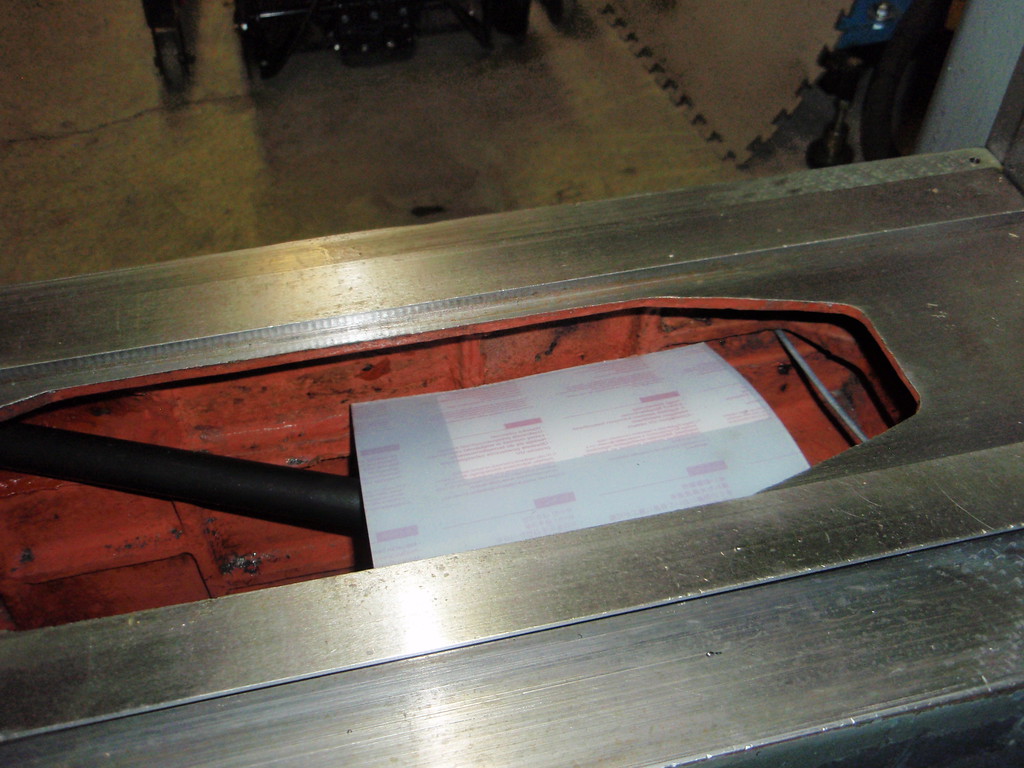
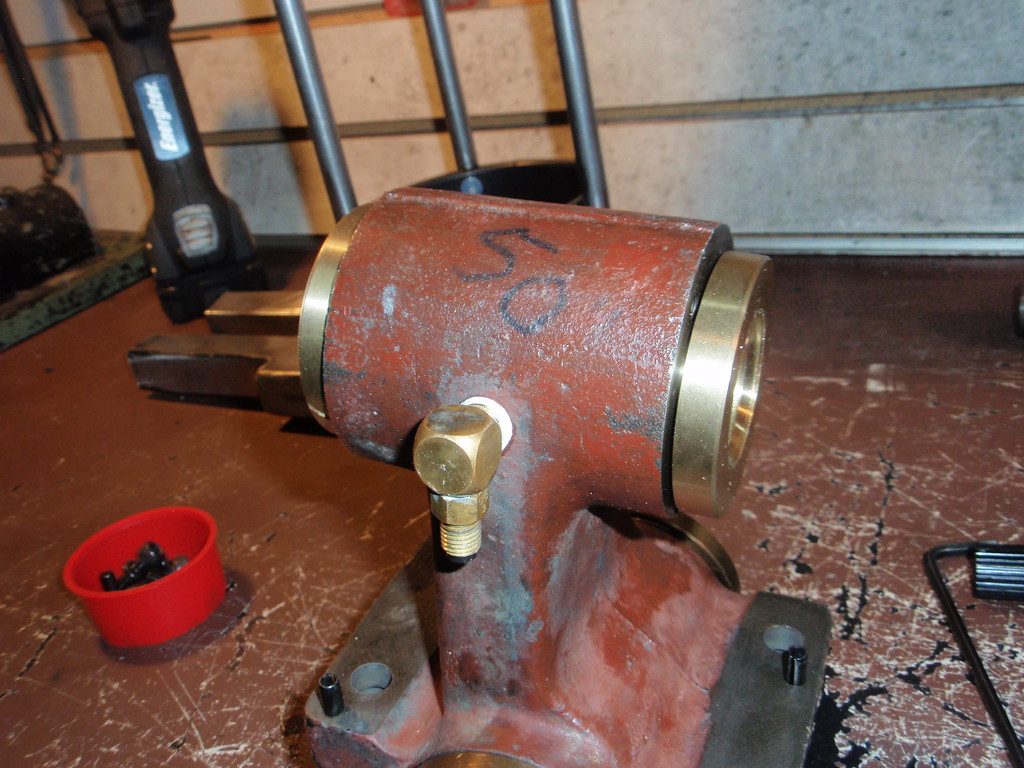
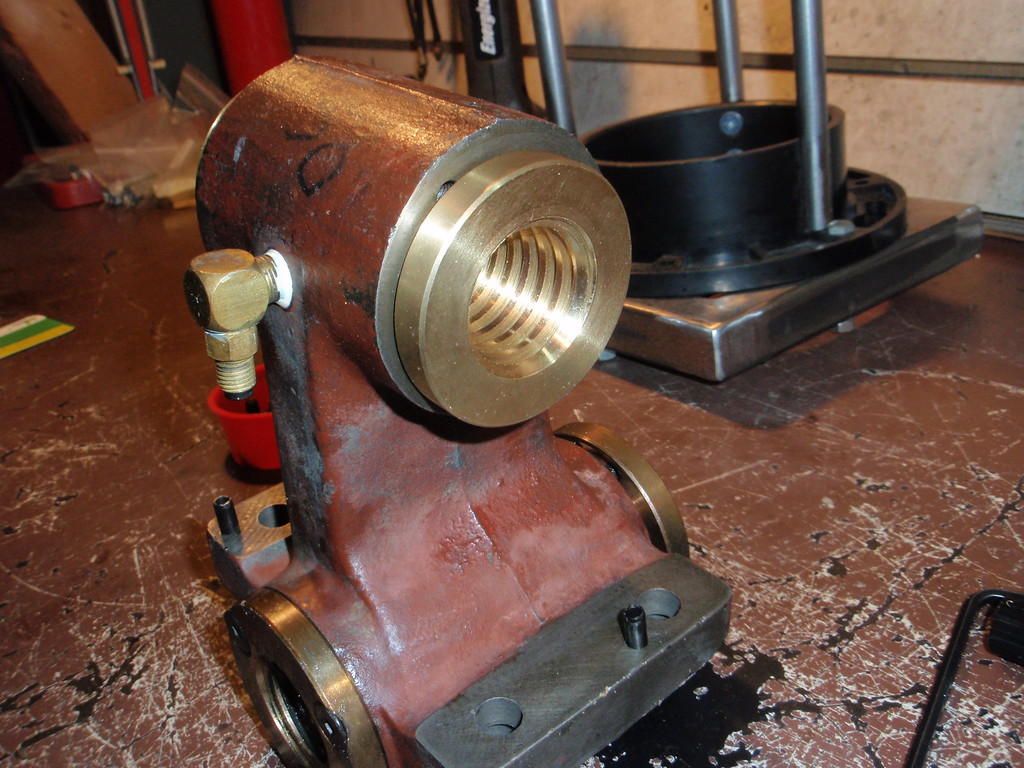
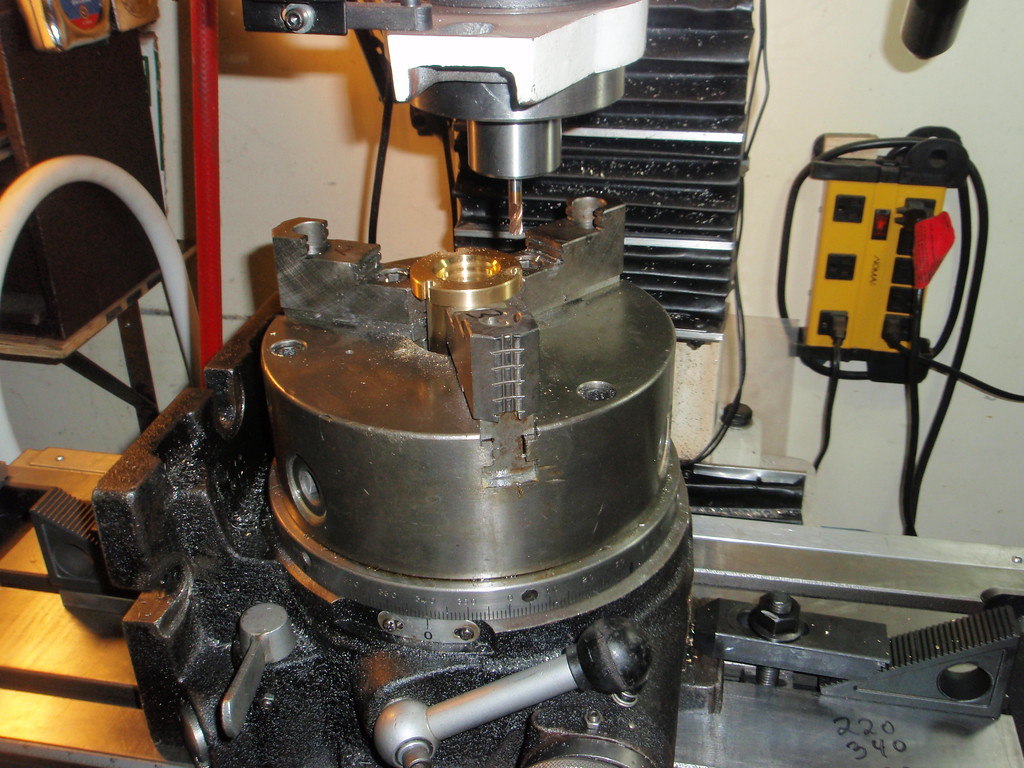
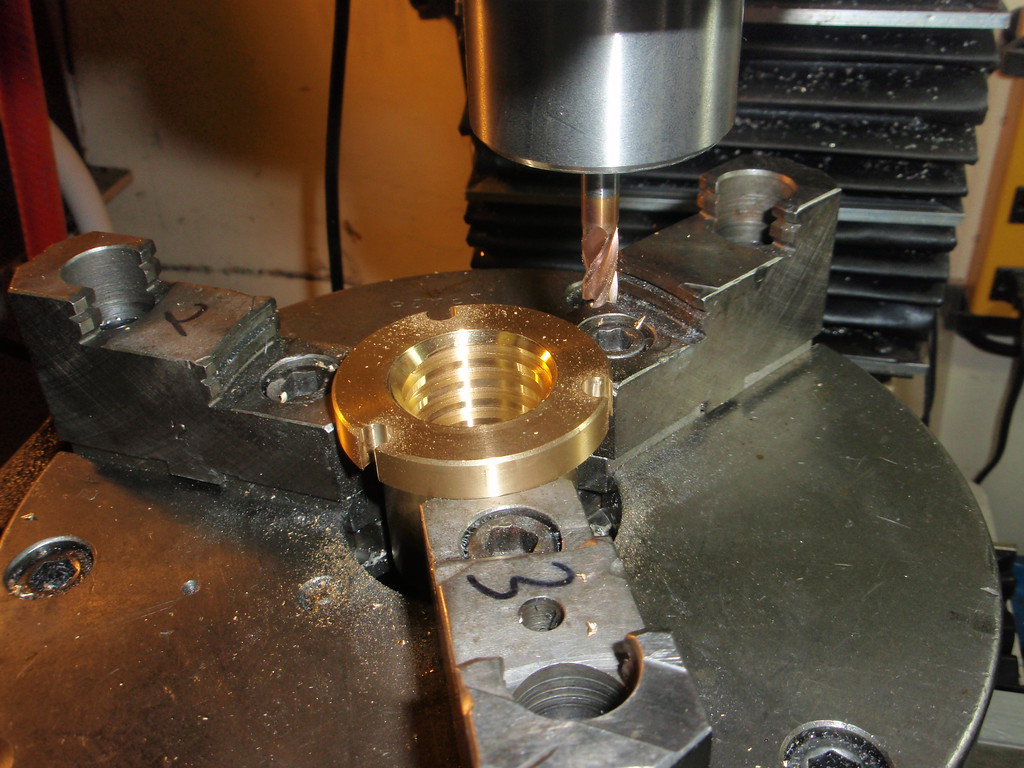
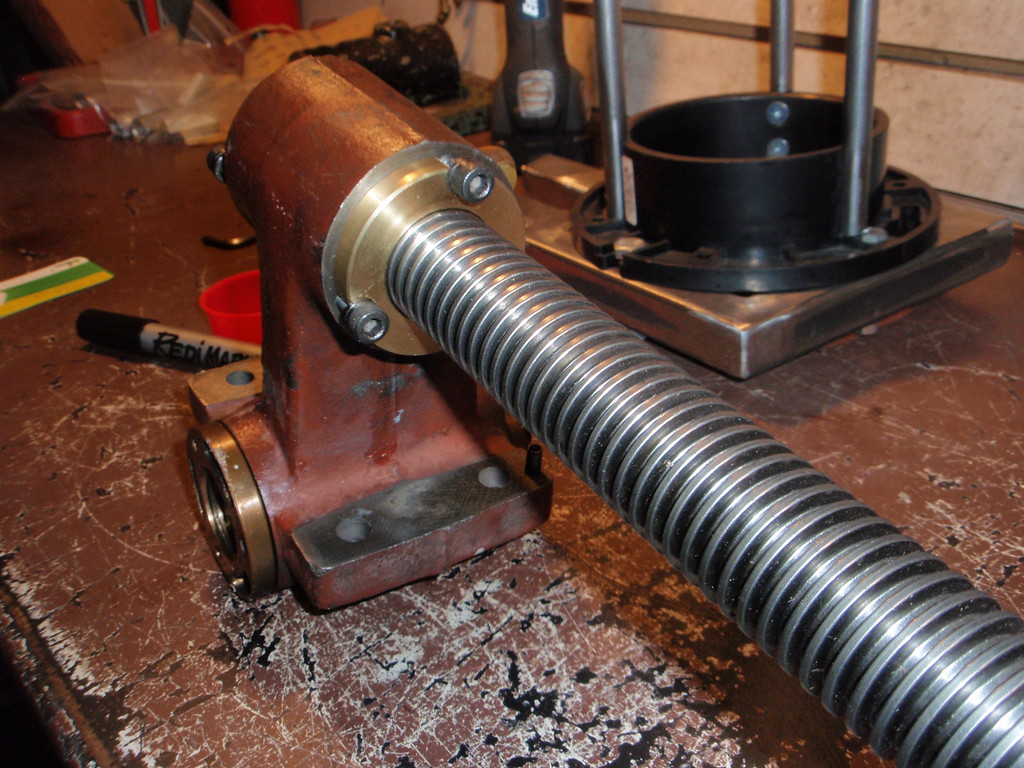
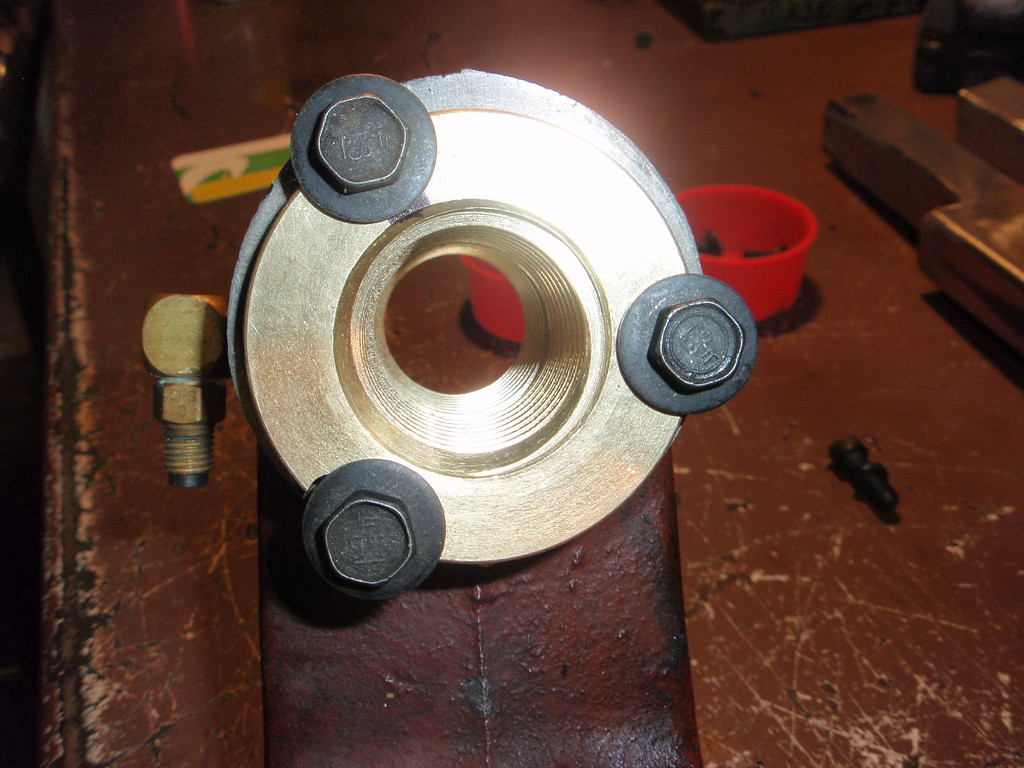
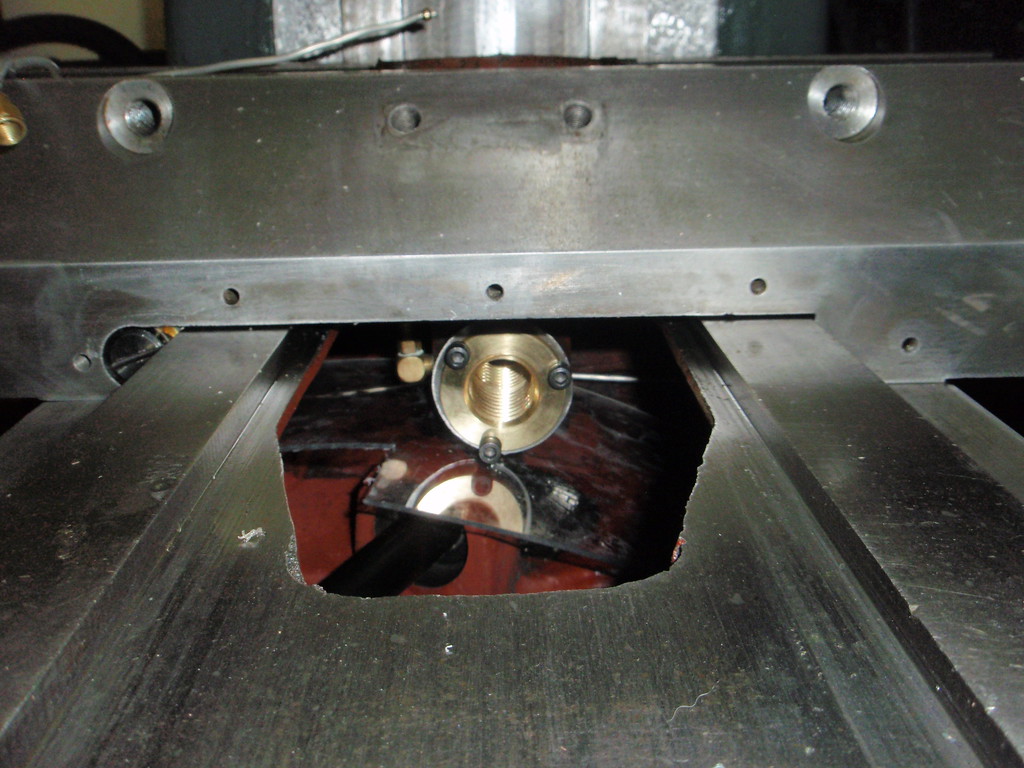
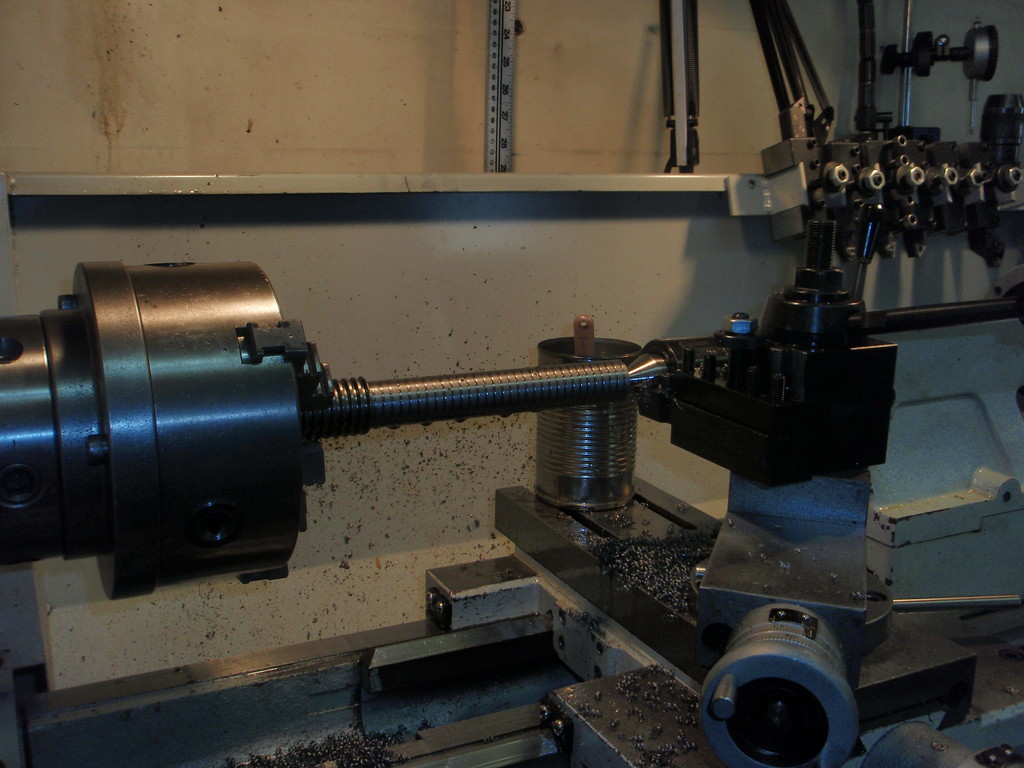
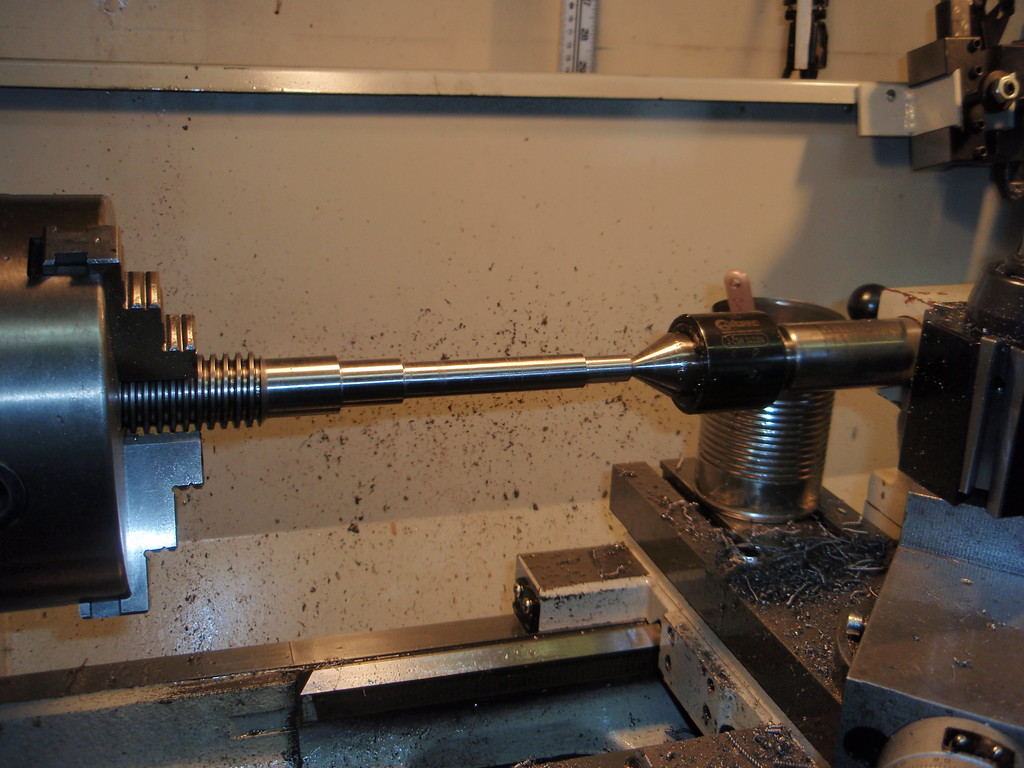
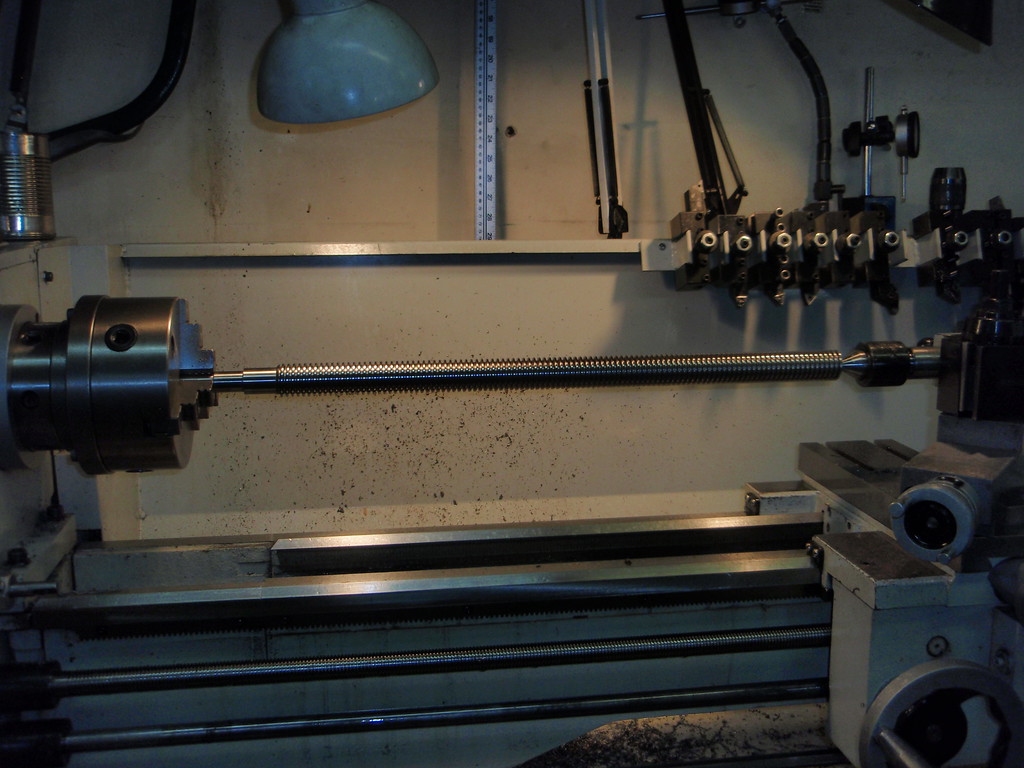
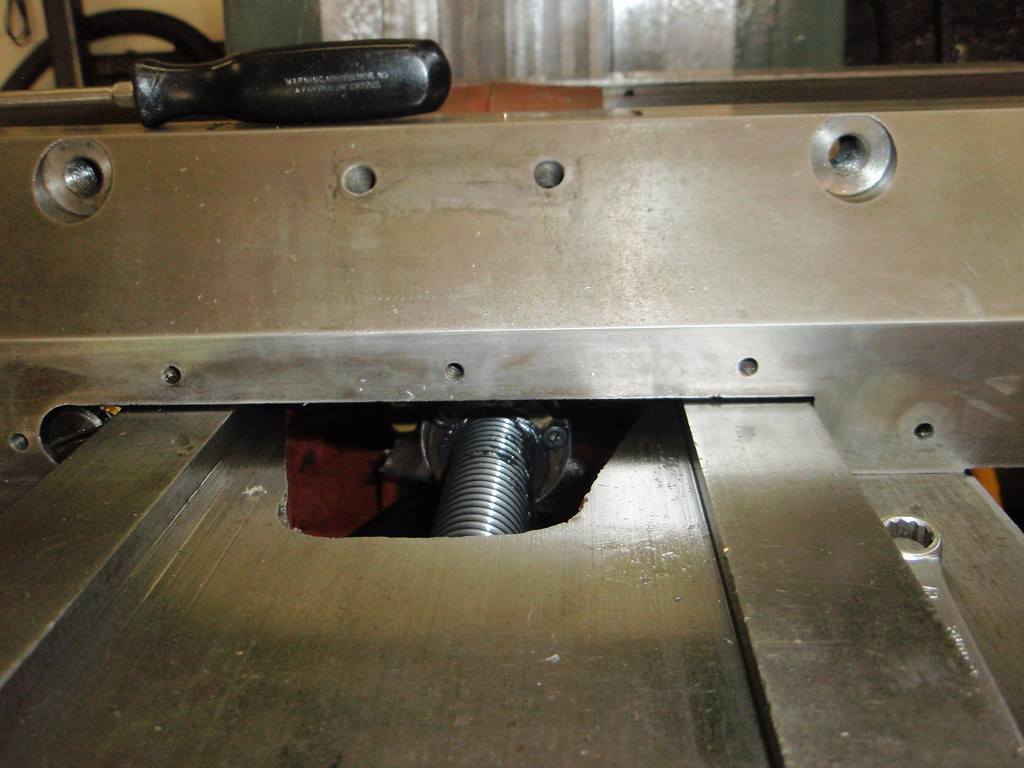
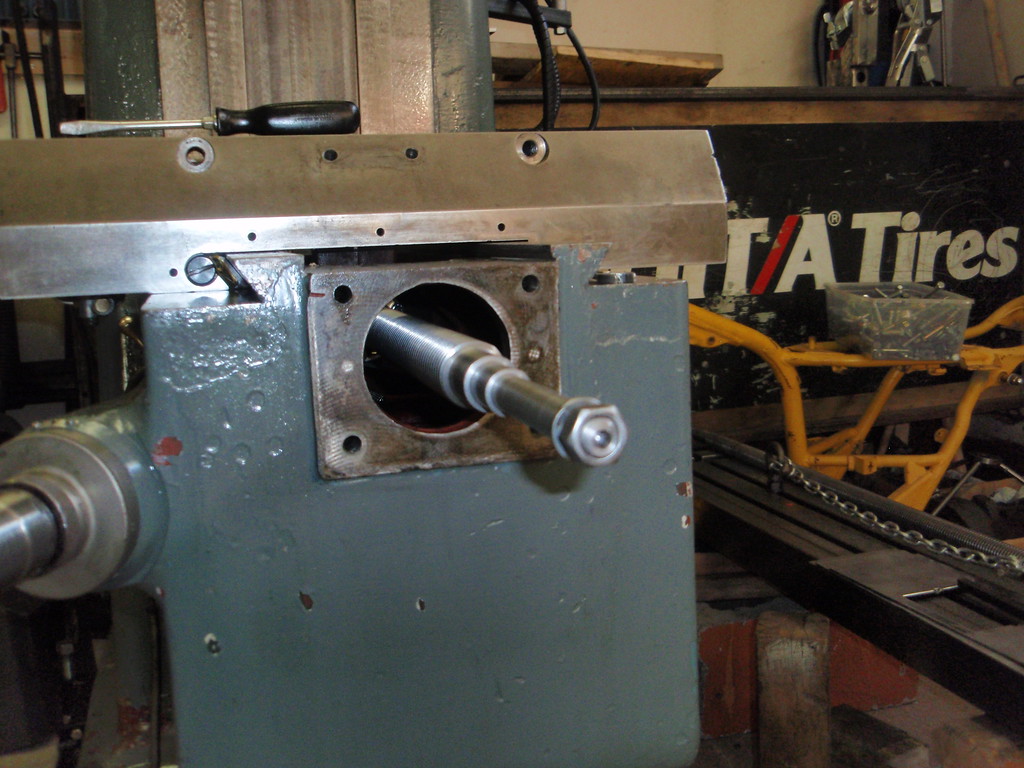
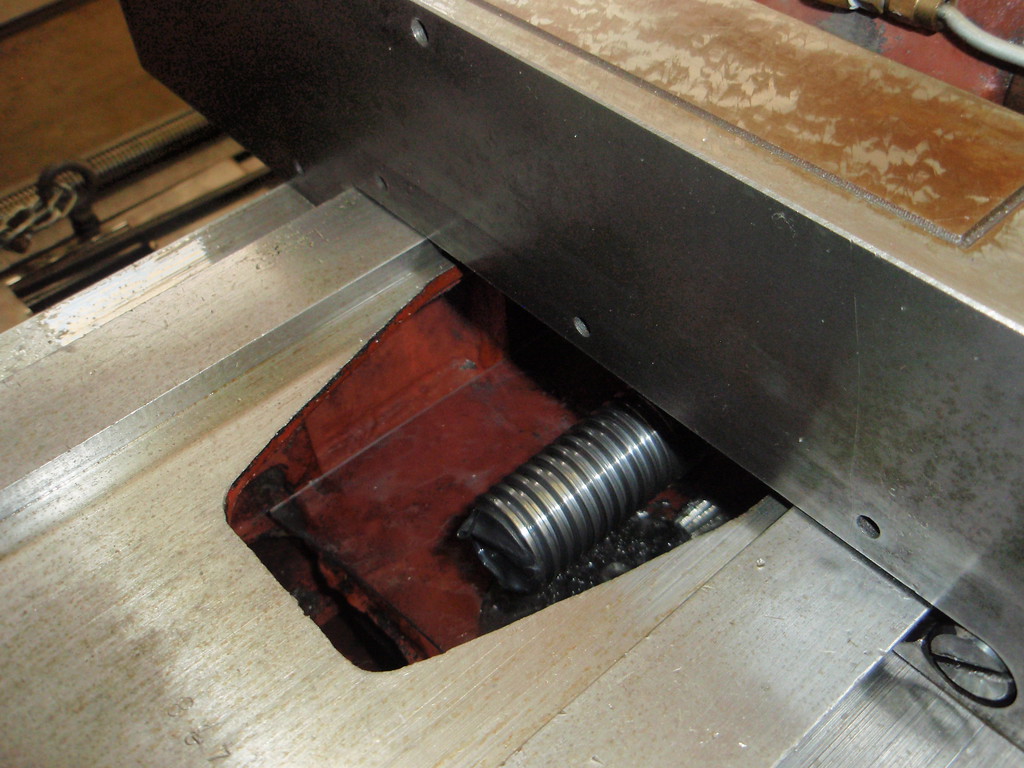
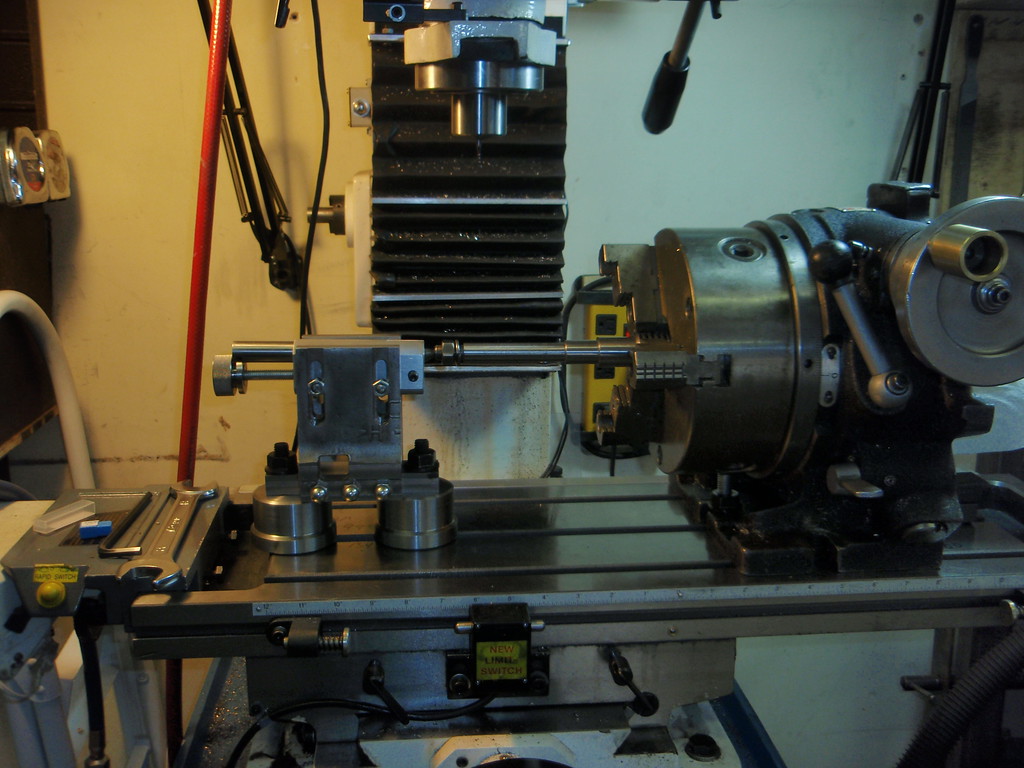
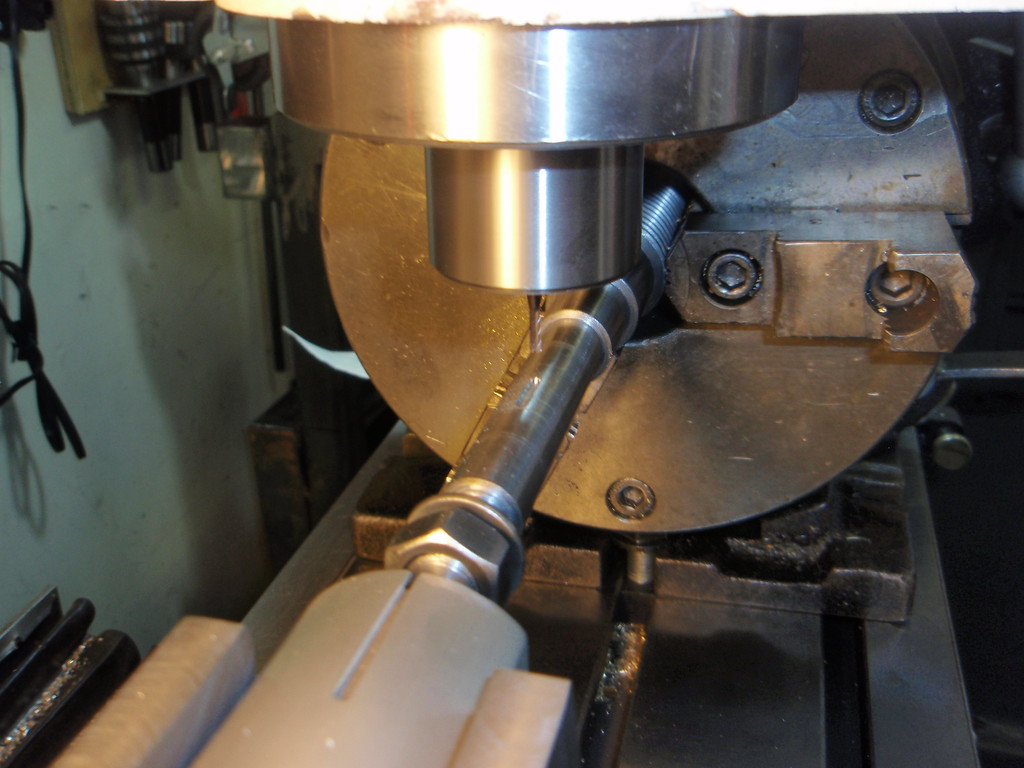
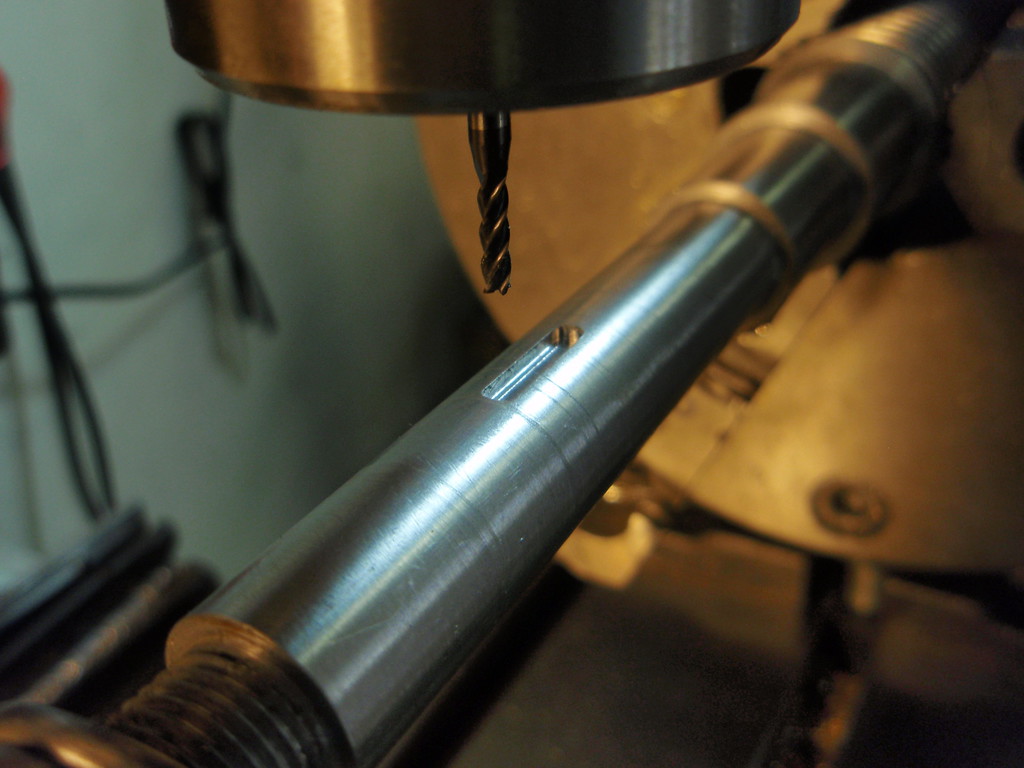
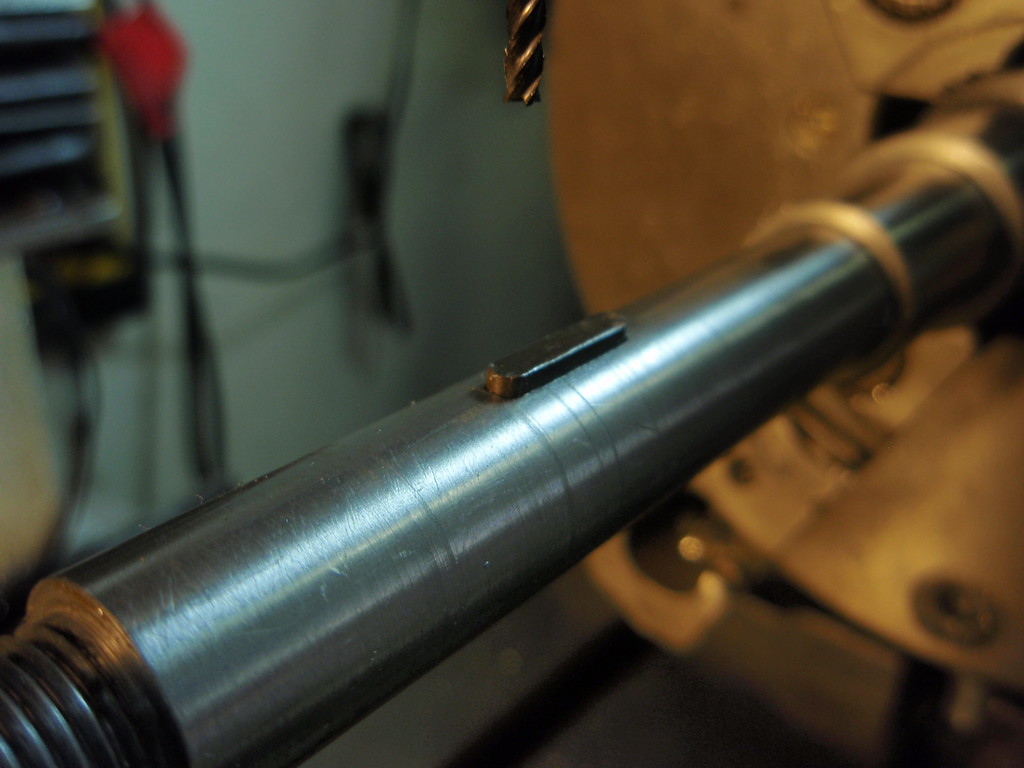
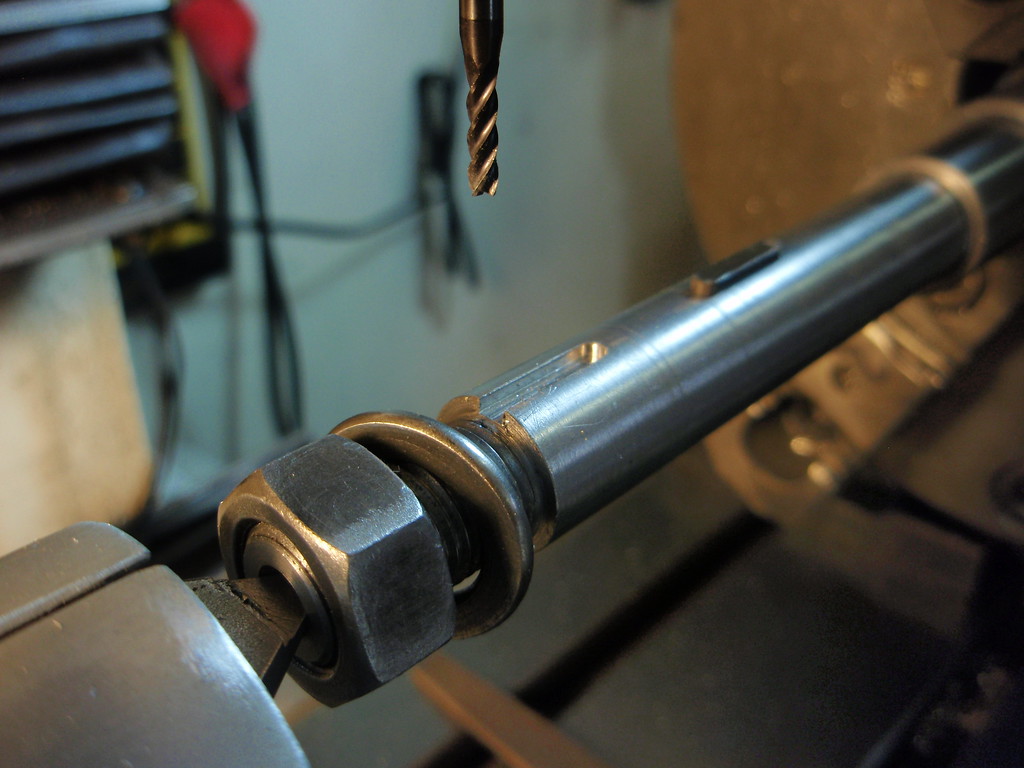
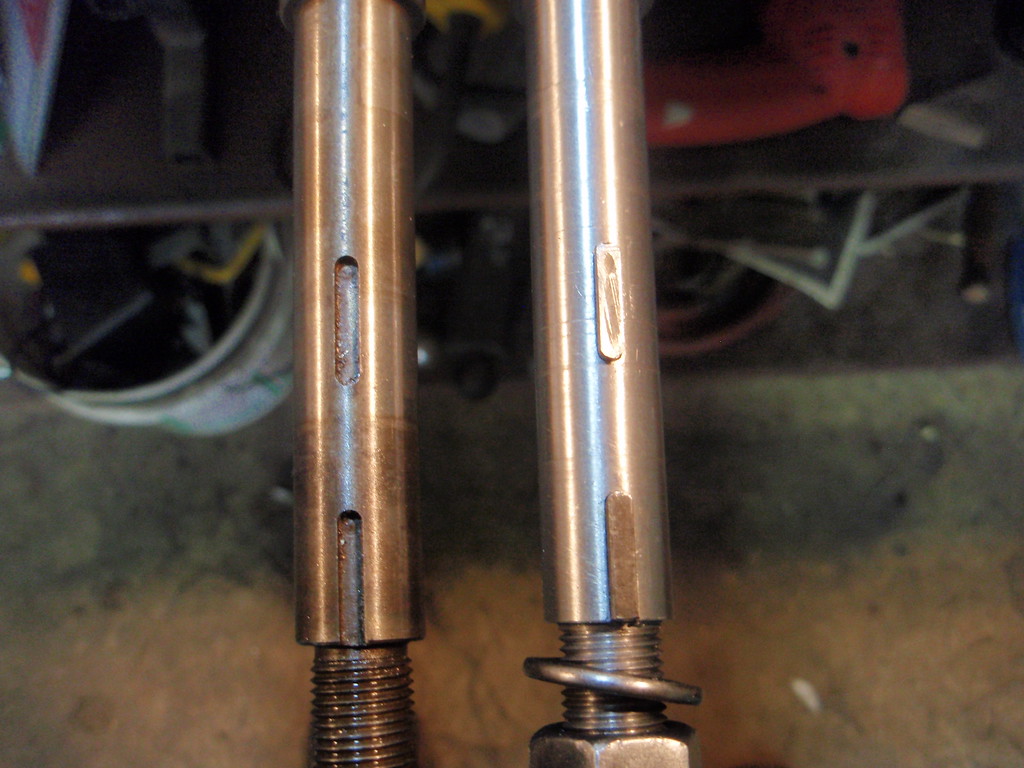
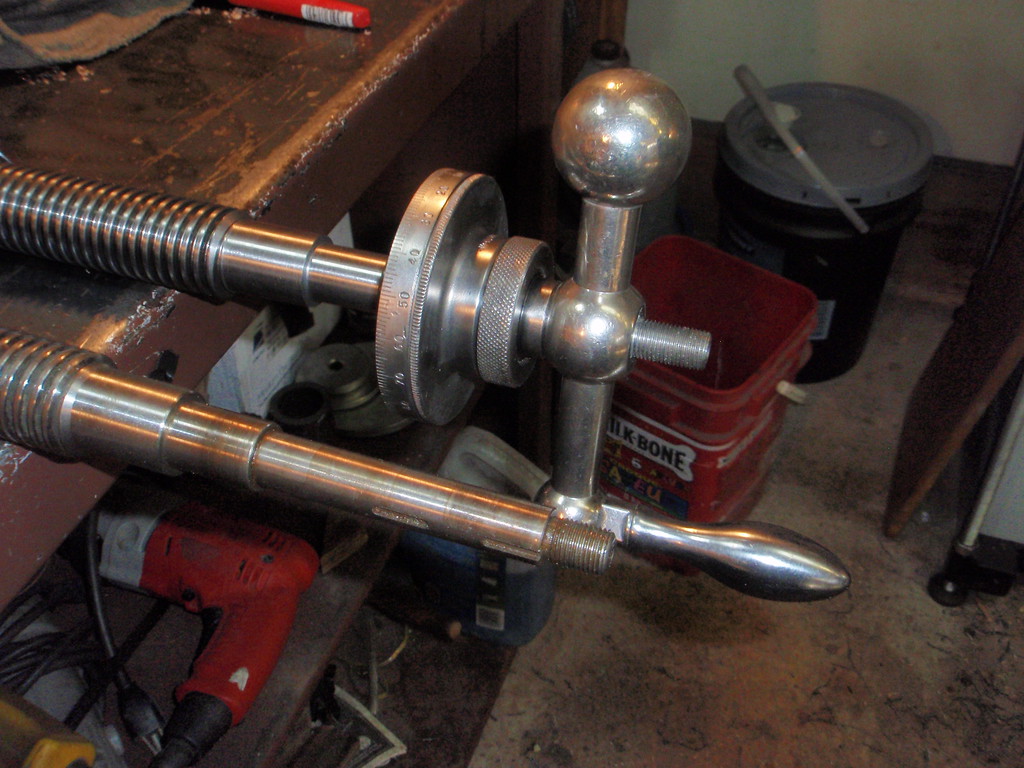
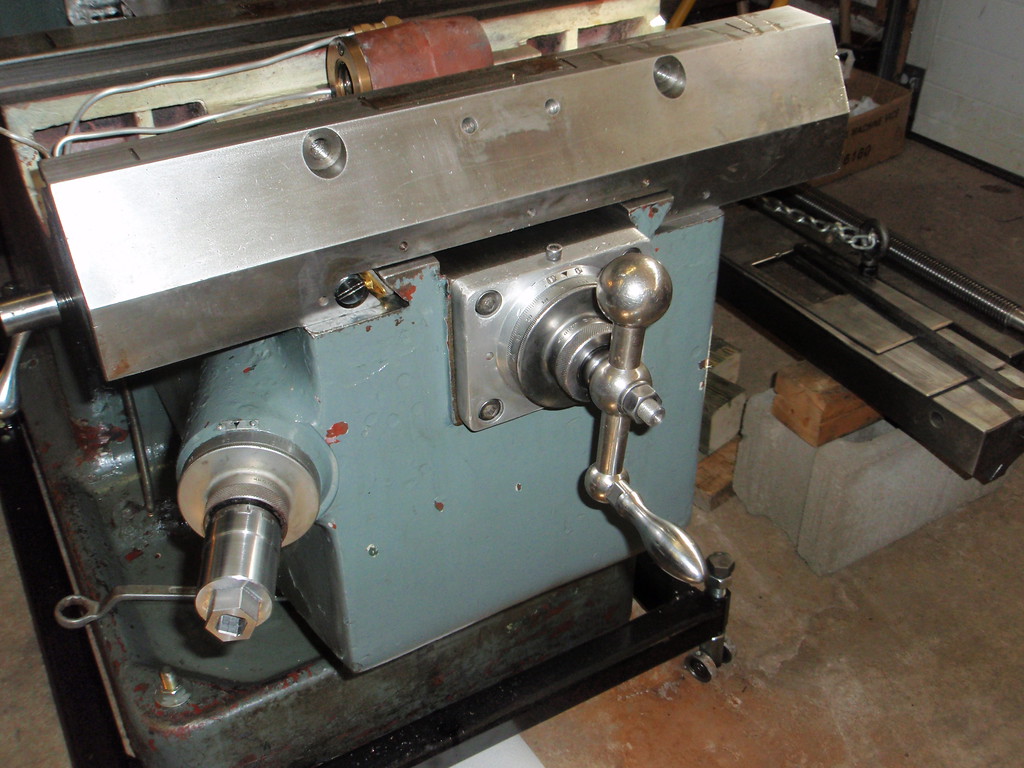
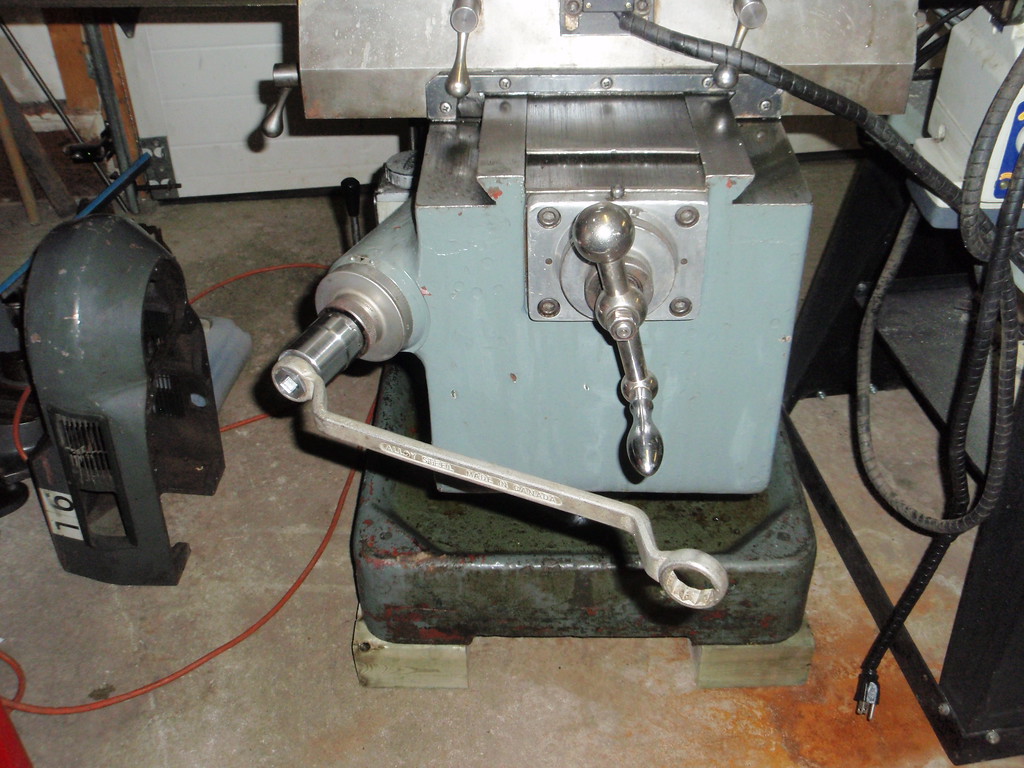
It was in a pretty neglected state so a complete teardown ofthe table, cross-slide and knee was required. There was no crank handle for theknee so I made up this 9 spline adapter that can be turned with a 15/16” wrenchor a ½” square drive on a drill.






I had been looking for a bigger milling machine than my current PM932PDF and finally ran across a “Ferro” branded Taiwanese Bridgeportclone locally. I borrowed and tilt deck car trailer on just about the coldest day of winter (February of 2015) and brought it home with the help of my friend Darcy. It was a challenge getting this 2500 lb machine loaded and unloaded but we got it done. This is the only picture I took that day, I just plain forgot to take any others as I was stressed and cold.
It was in a pretty neglected state so a complete teardown ofthe table, cross-slide and knee was required. There was no crank handle for theknee so I made up this 9 spline adapter that can be turned with a 15/16” wrenchor a ½” square drive on a drill.