-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Drill press flycutter
- Thread starter DPittman
- Start date
DPittman
Ultra Member
Oh I think it needs the drill bit to maintain a bit of stability. I've probably never used them correctly but at best they were a bit scary. They have to be used at slow rpm and tend to be grabby and flimsy."trepanning bits" is probably correct. It's definitely not a fly cutter IMHO. If you ditched the drill bit it could probably be used as a fly cutter.
DPittman
Ultra Member
I have used them on sheet metal with a plywood backing but I'm not sure that would be an acceptable practice.I've only ever seen them used for wood. It's what I've used mine for. If it's the inside diameter you are concerned about you turn the cutting bit the other way. To make a disc with a finished edge.
Doggggboy
Ultra Member
It's acceptable if it works.I have used them on sheet metal with a plywood backing but I'm not sure that would be an acceptable practice.
DPittman
Ultra Member
Now I remember... don't do that with out making a sandwich with plywood on both sides of the sheet metal. Without that the sheet metal will bend, grab and cause a great mess and likely damage things including the operator. That was probably the end of my last circle cutter. I recently acquired another one and was thinking if I could sharpen it correctly, I might try it again someday.It's acceptable if it works.
Last edited:
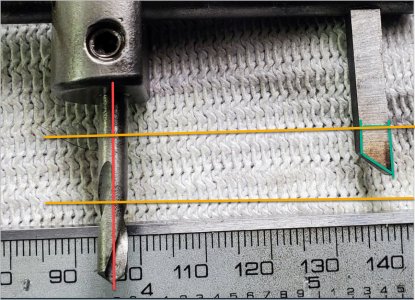
Trepanning is cutting a radial groove about an axis. In your pic, the center drill (red) is the rotation axis. The groove cross section progression (green) is partially penetrating the material (orange).
So probably this particular bit is not orientated for trepanning? Presumably you could go all the way through making a puck with a center hole.
Flycutting means the whole rotating assembly is traversing across the work, so obviously no center drill. Usually much stouter. Sometimes altered geometry for clearance & balance (which I've never quite understood looking at them). And again correct bit cutter orientation for task at hand. Sometimes multiple bits too.
So probably this particular bit is not orientated for trepanning? Presumably you could go all the way through making a puck with a center hole.
Flycutting means the whole rotating assembly is traversing across the work, so obviously no center drill. Usually much stouter. Sometimes altered geometry for clearance & balance (which I've never quite understood looking at them). And again correct bit cutter orientation for task at hand. Sometimes multiple bits too.
Attachments

On a different thread we were talking about toasting op-amps. Well the tre-panning tool is kind of like the @PaulL op-amp scenario. I bent mine up I think the first time I used it. Scary tool.
Much drama can indeed be created by poorly considered use of such a tool by the inexperienced, that's all I'm saying.

Much scarier than an op-amp letting out the magic smoke.
I was taught it is called a trepanning tool but look it up in Wikipedia to get the origins of use of the word.

D

Well see if you use what we now call a trepanning tool incorrectly it could very well do what Wikipedia says it was used to make a long time ago.Much drama can indeed be created by poorly considered use of such a tool by the inexperienced, that's all I'm saying.
Much scarier than an op-amp letting out the magic smoke.
I was taught it is called a trepanning tool but look it up in Wikipedia to get the origins of use of the word.
D

DPittman
Ultra Member
A person would have to have holes in their head to think that the original trepanning method would be a good solution for anything.
I remember long ago my father and/or uncle telling me of the other meaning of trepanning and for years just assumed they were telling me crazy stories they made up. It wasn't until much later in life that I learned there stories were not fiction.
I remember long ago my father and/or uncle telling me of the other meaning of trepanning and for years just assumed they were telling me crazy stories they made up. It wasn't until much later in life that I learned there stories were not fiction.
DPittman
Ultra Member
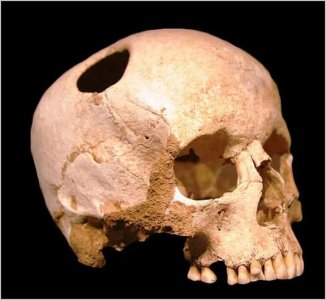
Ya if that is true then it "blows my mind".What is kind of amazing about that second picture is that, it healed over quite a bit of time judging by how rounded over the edge of the hole is. Talk about going through life with a soft spot....
I ain't no doctor but I'm going to guess that a smooth edged hole in the skull like that grew with the skull from something like a tumor or birth defect. It's hard to fathom a hole like that could be butchered in the skull in those days and have the "patient" live long enough for the bone to "heal".
Gad I think I'm going to have bad dreams tonight.
Last edited:
I am no expert on this subject either but perhaps I can share some observations.
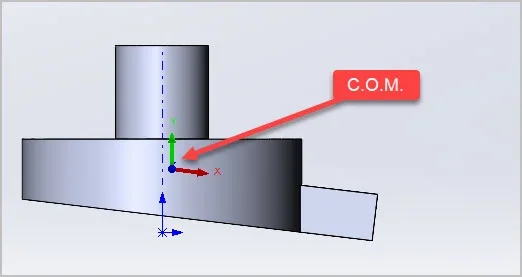
A good fly cutter is balanced. A wobble disk of equal thickness is a great start, but the better ones have a counter weight to offset the weight of the tool bit. I think that's the biggest difference between the tool types shown above - the degree of balance.
Optimum use of a fly cutter requires a very solid vise and a very solid spindle with high degree of rate of feed and depth of cut control. A high quality drill press MIGHT be able to do this but most cannot. A good mill can almost ALWAYS do this.
To visualize this, remember how many times a drill bit grabbed on you when it broke through using a hand drill. Now think about using a mill.
It's the same on a lathe. In fact, that's why a big heavy solid rigid lathe or mill can handle deeper cuts. It's about controlling the "grab" and smoothing/evening out the power application.
A good fly cutter is balanced. A wobble disk of equal thickness is a great start, but the better ones have a counter weight to offset the weight of the tool bit. I think that's the biggest difference between the tool types shown above - the degree of balance.
Optimum use of a fly cutter requires a very solid vise and a very solid spindle with high degree of rate of feed and depth of cut control. A high quality drill press MIGHT be able to do this but most cannot. A good mill can almost ALWAYS do this.
To visualize this, remember how many times a drill bit grabbed on you when it broke through using a hand drill. Now think about using a mill.
It's the same on a lathe. In fact, that's why a big heavy solid rigid lathe or mill can handle deeper cuts. It's about controlling the "grab" and smoothing/evening out the power application.
Dabbler
ersatz engineer
On an historical note, there are examples of successful trepanning operations dating over 2000 BC in India. Thye know it was successful, due to clear evidence of bone regrowth. I believe the North American west coast natives also performed successful trepanning before contact with Europeans.
I've always thought trepanning was cutting a groove in the face of a part.
Ive also thought that fly cutting was traversing across the face of a part. Just another way to face a surface.
Because of the drill center, this tool can't face so I wouldn't call it a fly cutter myself. But everyone can have their own definitions.
Personally, I'd rather call that an annular cutter.
The OP's question was how to sharpen the bit.
I think it helps to take a boo at the tooth shape on annular cutters. And also on a parting tool. I don't think the profile on the original photo is a good one. It will start to pull as the cut advances and the rigidity of the tool is so low that bad things will happen. So I'd probably begin by trying to make a parting tool profile on the tip. Something with a bit of a chip breaker and a deeper cut on both sides so the tool follows a rail. I'd also stick with a very narrow (say 1/16th) tooth to reduce the cutting load. On a parting tool, you also want a bit of side relief to prevent side rubbing as the cut progresses. And last but not least, you need a bit of a curve in the blade to accommodate the circular tool path.
Ive also thought that fly cutting was traversing across the face of a part. Just another way to face a surface.
Because of the drill center, this tool can't face so I wouldn't call it a fly cutter myself. But everyone can have their own definitions.
Personally, I'd rather call that an annular cutter.
The OP's question was how to sharpen the bit.
I think it helps to take a boo at the tooth shape on annular cutters. And also on a parting tool. I don't think the profile on the original photo is a good one. It will start to pull as the cut advances and the rigidity of the tool is so low that bad things will happen. So I'd probably begin by trying to make a parting tool profile on the tip. Something with a bit of a chip breaker and a deeper cut on both sides so the tool follows a rail. I'd also stick with a very narrow (say 1/16th) tooth to reduce the cutting load. On a parting tool, you also want a bit of side relief to prevent side rubbing as the cut progresses. And last but not least, you need a bit of a curve in the blade to accommodate the circular tool path.
Last edited:
Dabbler
ersatz engineer
One model for sharpening a cutter for the tool in post #1 is as for a trepanning tool. Extra care has to be given to providing clearance in all directions.
A positive rake tool will grab too much and a negative rake tool will require too much force and push against the drill bit. So the cutting edge is neutral rake with circular and back clearance. If you buy a new one at the 'big box store', they are usually ground correctly.
A positive rake tool will grab too much and a negative rake tool will require too much force and push against the drill bit. So the cutting edge is neutral rake with circular and back clearance. If you buy a new one at the 'big box store', they are usually ground correctly.