I bought an expensive Bostar brand 5c collet chuck on eBay from CDCO, the listing claims .0006" or less runout.
https://www.ebay.ca/itm/5C-Collet-C...h=item3f40a5e77d:g:incAAOSwt5hYalq4:rk:2:pf:0
The first thing I did was install it in my lathe spindle and check the runout of the collet taper in each of the 3 possible orientations of the D1-4 spindle mount. The best reading was .002" and the worst was .004". I checked my spindle and it has less than .0002" runout. If you want to see the measurement process I recorded it on video here.
https://johnconroy.smugmug.com/Bostar-5C-collet-chuck/n-rRw8Hg/i-TKCPnjf/A
I'm committed to keeping it as the return shipping would be pricey so I decided to try and fix it. It is manufactured in 2 halves and held together with 3 M6 cap screws and the orientation of the front and rear halves is indexed with 2 roll pins.
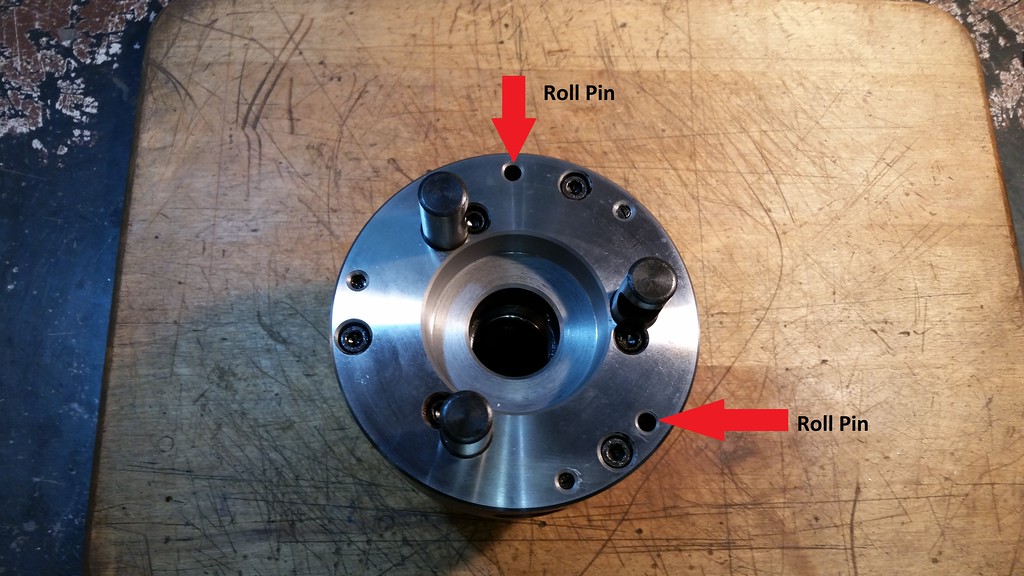
Taking it apart was easy, the machine work inside is a combination of good and horrible. The bores for the pinions look like they were done with a very dull drill bit but the rest is pretty OK looking. The pinions are on the bench above the chuck in this pic.

The pictures don't really show how rough the pinion bores are.

I removed the roll pins and tried orienting the 2 halves in all 3 positions and the original one is the best at .002" runout. Repeatable every time.
I tried leaving the cap screws slightly loose and tapping the front half with a dead blow hammer on the high spot to reduce the runout and got it down to .001".
That's where I left it for now but I'm going to try to get it down to .0005" and then drill 2 new holes to install the roll pins in different locations to hold it there. I'll post the results of that exercise here.
https://www.ebay.ca/itm/5C-Collet-C...h=item3f40a5e77d:g:incAAOSwt5hYalq4:rk:2:pf:0
The first thing I did was install it in my lathe spindle and check the runout of the collet taper in each of the 3 possible orientations of the D1-4 spindle mount. The best reading was .002" and the worst was .004". I checked my spindle and it has less than .0002" runout. If you want to see the measurement process I recorded it on video here.
https://johnconroy.smugmug.com/Bostar-5C-collet-chuck/n-rRw8Hg/i-TKCPnjf/A
I'm committed to keeping it as the return shipping would be pricey so I decided to try and fix it. It is manufactured in 2 halves and held together with 3 M6 cap screws and the orientation of the front and rear halves is indexed with 2 roll pins.
Taking it apart was easy, the machine work inside is a combination of good and horrible. The bores for the pinions look like they were done with a very dull drill bit but the rest is pretty OK looking. The pinions are on the bench above the chuck in this pic.
The pictures don't really show how rough the pinion bores are.
I removed the roll pins and tried orienting the 2 halves in all 3 positions and the original one is the best at .002" runout. Repeatable every time.
I tried leaving the cap screws slightly loose and tapping the front half with a dead blow hammer on the high spot to reduce the runout and got it down to .001".
That's where I left it for now but I'm going to try to get it down to .0005" and then drill 2 new holes to install the roll pins in different locations to hold it there. I'll post the results of that exercise here.
Last edited:








")