I've been humming and hawing about getting a 5C collet chuck for my lathe. I want a new Hardinge Sjogren chuck....that's not going to happen any time soon! I narrowed it down to either Bison or Accusize, 5C with integrated D1-5 mount. Accusize: $422.00
Bison: $1,881.86
I'm a poor starving artist, and with all the positive comments on this forum about Accusize, I decided to get it yesterday.
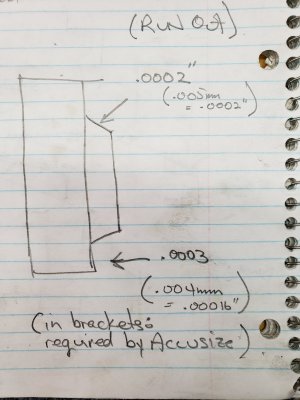
Cleaned it up, installed the cam lock pins, adjusted them for the proper bite onto the spindle. Measured my lathe spindle run-out: The face is 0.0003"; and the tapered section is 0.0002" Accusize warns that to get their stated run-out of 0.0006", your lathe spindle run-out should be no more than 0.00016", and 0.0002" respectively. So my spindle face is almost double what they want.
Bison: $1,881.86
I'm a poor starving artist, and with all the positive comments on this forum about Accusize, I decided to get it yesterday.
Cleaned it up, installed the cam lock pins, adjusted them for the proper bite onto the spindle. Measured my lathe spindle run-out: The face is 0.0003"; and the tapered section is 0.0002" Accusize warns that to get their stated run-out of 0.0006", your lathe spindle run-out should be no more than 0.00016", and 0.0002" respectively. So my spindle face is almost double what they want.