I thought I understood the machinable soft jaw concept but maybe not.
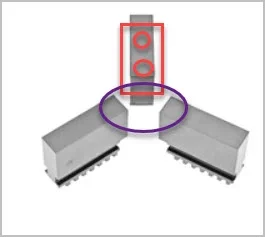
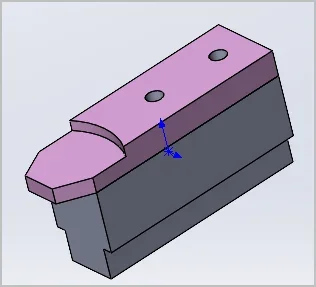
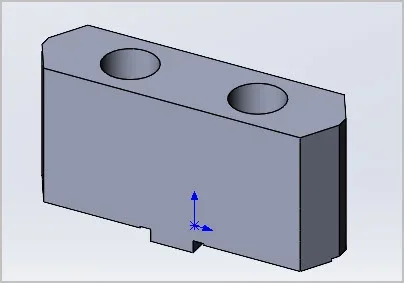
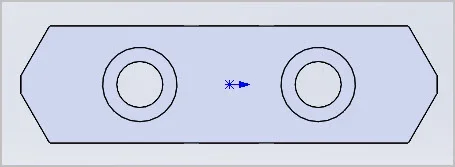
See sketch, can I use these as a jaw 'base'? ie drill/tap & attach sacrificial machinable plates kind of like like red sketch? Or maybe they are hardened & intended for some another purpose? Note they have scroll grooves on underside like regular jaws.
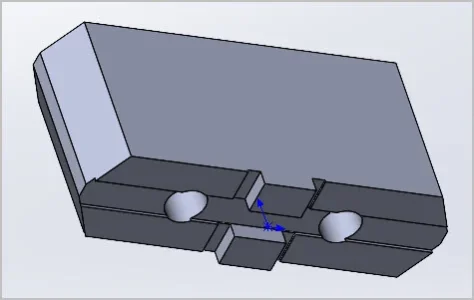
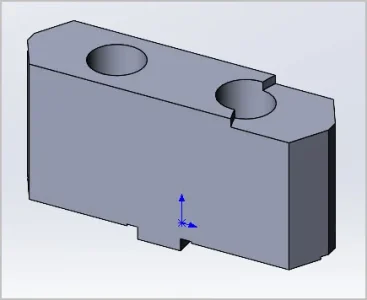
These have an index step, no scroll thread. Presumably to engage do these go into a special kind of jaw?
General soft jaw links
See sketch, can I use these as a jaw 'base'? ie drill/tap & attach sacrificial machinable plates kind of like like red sketch? Or maybe they are hardened & intended for some another purpose? Note they have scroll grooves on underside like regular jaws.
These have an index step, no scroll thread. Presumably to engage do these go into a special kind of jaw?
General soft jaw links