Geoff
Member
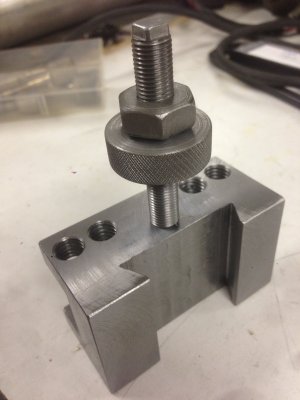
As many of you have seen, I made a 60 Deg. Dovetail cutter and the reason I made it was to make some QCTP holders. I'm just about finished my first one, which was a prototype and then i'm going to batch out a bunch. I'm very please with how this is turning out..... I made this one to hold 1" turning tools as the stock BXA tool holder only support 5/8" tools. I have a few 1" carbide insert tool holder that I picked in some too lots that I purchased so now I can use them without having to mill down the shanks to 5/8". I made a knurled height adjustment dial that is much more substantial than what is included on the stock holders. It has a much nicer feel. It rides on a 3/8 -24 piece of threaded stock.
Below are a few pics. Pretty much all that I left are the set screws. They are 3/8 - 16 and I didn't have anything on hand. I'll visit a bolt store on Tuesday and get this project finished.
Below are a few pics. Pretty much all that I left are the set screws. They are 3/8 - 16 and I didn't have anything on hand. I'll visit a bolt store on Tuesday and get this project finished.